


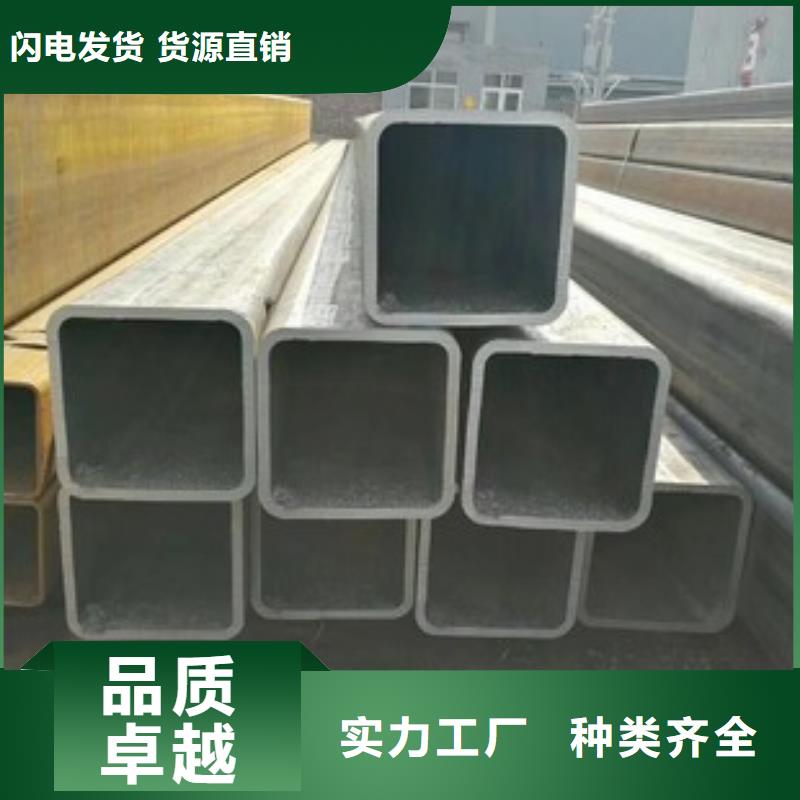

無縫方矩管產品質量要求
一、焊接時應焊點牢固無缺口、無斷裂,焊接處不能太高。
二、焊點不能太大,無手觸摸銳利或毛邊。
三、鍍鋅方矩管表面無刮傷、無氣泡、無雜質、無漏鍍。
四、連接處要平順,不允許凹凸不平、焊點現象;方矩管連接處縫隙不能超過0.5mm,不能有高低差,所有方矩管不允許有短料、焊接、變形現象。
五、連接不可歪斜、焊接角度需成直角,對角線允許誤差±2mm。
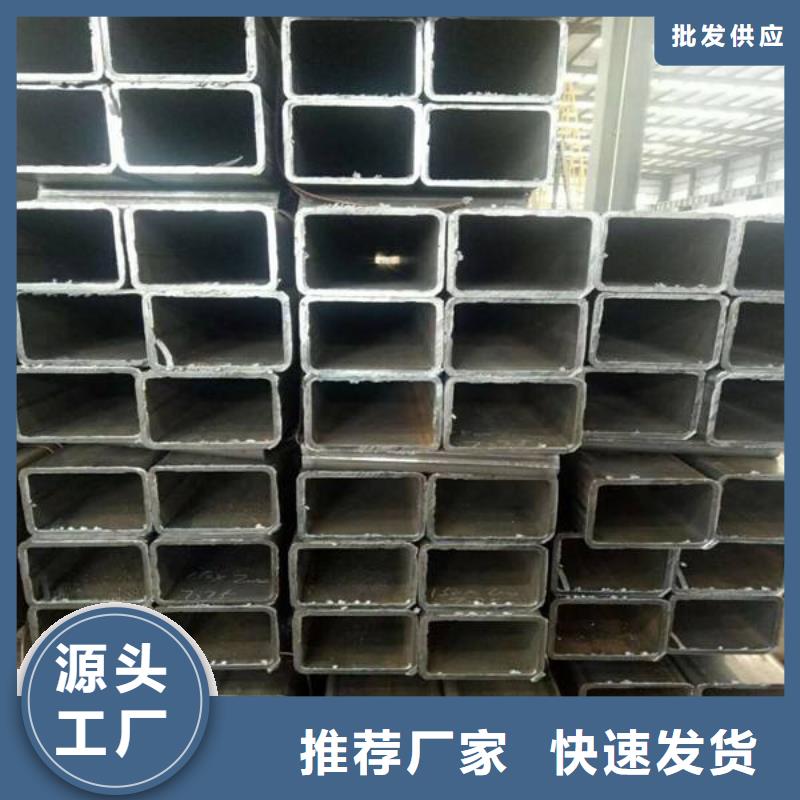
方矩管用途分類
方管按用途分類——裝飾用方管、機床設備用方管、機械工業用方管、化工用方管、鋼結構用方管、造船用方管、汽車用方管、鋼梁柱用方管、特殊用途方管



無縫方矩管的制造工藝:
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管。
熱軋無縫方矩管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫方矩管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫方矩管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。



金海金屬材料有限公司是一家集生產與銷售 山東濱州結構無縫鋼管產品的優質供應商。公司自成立以來始終堅持以“質量di yi、服務di yi、誠信經營、共謀發展”的經營理念,管理上堅持以人為本,服務上以客戶為尊。我司擁有雄厚的技術開發力量、嚴格的產品質量檢驗、先進的設計標準、合理的配套結構、采用了世界上先進的生產工藝。金海金屬材料有限公司把產品質量作為企業生存的根本,把用戶作為企業的上帝,與廣大用戶、四海賓朋互利合作,攜手共進,共謀發展,共創光輝燦爛的明天!


Q345B無縫方矩管全過程關鍵的商品缺點是:無縫鋼管表層裂開與管身裂開、壁厚不勻、內直道、皺褶、內麻坑、彎折等。
斜軋Q345B無縫方矩管加工工藝始于二次破孔加工工藝。是含有2個錐型熱軋帶鋼而且水準布局的斜軋管機。熱軋帶鋼的直徑從形變區的通道到出入口慢慢擴大。熱軋帶鋼中心線與冷軋線呈室內空間交叉式,組成送進角和碾軋角。2個熱軋帶鋼為單支撐點,各自由2臺電動機獨立傳動系統,傳動機構坐落于軋管機的出入口側。熱軋帶鋼的部位可沿冷軋線中心線調節。擴孔鉆呈左右布局。其形變區別為三一部分:擠扁減徑區、減徑區、轉圓區。
擠扁減徑形變:胚料管先觸碰呈懸臂梁情況的錐型熱軋帶鋼,在滑動摩擦力的功效下前行。這時,胚料管只是與熱軋帶鋼觸碰,不與頂邊觸碰。其形變主要是擠扁減徑形變。當減徑過多時無縫鋼管壁厚有時候也會變厚。擠扁減徑區的尺寸與頂邊部位有關系,頂邊的部位調節主要是為了更好地如期完成胚料管的一次咬入并為二次咬入和減壁擴徑形變造就優良的結構力學和動力學標準。
減壁擴徑形變:是斜軋Q345B無縫方矩管的關鍵形變區。在這里區胚料管產生減壁和擴徑。因為拓寬指數貼近1,依據金屬材料容積不會改變基本定律,無縫鋼管壁厚減薄的金屬材料基本上所有變為因直徑擴大而必須填補的金屬材料。金屬材料的形變關鍵產生在胚料管的軸向和軸向。因為熱軋帶鋼和頂邊均能夠沿分別的中心線方位挪動,因而,要是更改熱軋帶鋼和頂邊的部位,就可以更改所擴制的鋼管規格型號。當熱軋帶鋼和頂邊的部位調節之后,減壁區的形變量也沒有產生變化。



