




鋼筋籠滾籠機、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。 鋼筋籠繞筋機通過兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4人3個小時以上的工作量;而通過使用繞筋機,只需要 安排一個機器操作手,一個電焊工人,從準備到結束只需要40分鐘到1個小時的時間就能快速地完成一節籠子的繞筋。
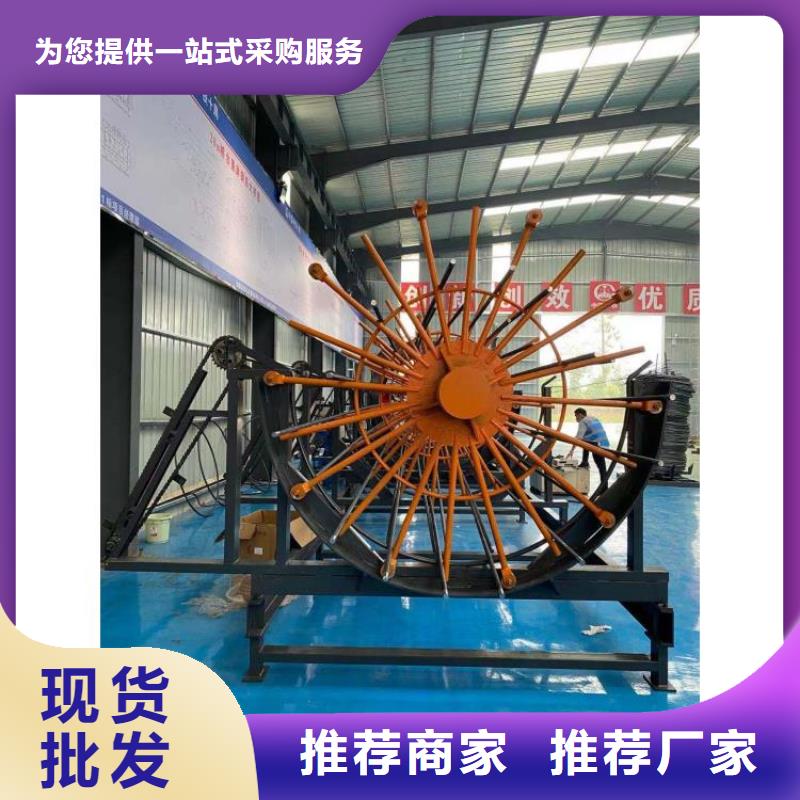
鋼筋籠滾籠機曾經工地施工中所有的鋼筋籠制作都是用人工手工制作,制作出的鋼筋籠尺寸不標準,而且需要很多工人制作鋼筋籠,如今工地上對于施工的要求越來越高,傳統的鋼筋籠制作方法逐漸的被淘汰,鋼筋籠滾籠機成為了一種制作鋼筋籠的主要設備,制作鋼筋籠速度快,需要的工人少,制作的鋼筋籠尺寸標準。極易通過監理的檢查。實際上,鋼筋籠滾籠機包括兩種設備一種是鋼筋籠滾焊機如下圖鋼筋籠滾焊機另外一種叫做鋼筋籠繞筋機如下圖鋼筋籠繞筋機
<浙江>建貿機械設備有限公司
自制鋼筋籠纏繞機/全自動數控鋼筋籠纏繞機速度比自制鋼筋籠纏繞機/自動鋼筋籠繞筋機速度比一、注漿前工作1、襯砌臺車改造后,在主注漿孔上連接帶有閥門、及的注漿接頭。2、拱頂帶模注漿一體機襯砌臺車下方,且靠邊放置,貼警示反光條。3、備足注漿材料,放置在拱頂帶模注漿一體機附近,且底部須進行防潮防水隔離,防止施工等各種用水注漿材料。二、制漿流程1、按照材料配合比,計算每盤材料量和拌合水量,并使用專用的盛水。2、啟動,先加入一半的注漿材料,然后加入全部的拌合水,再繼續加入另一半注漿材料,攪拌2~3min,攪拌成均勻的漿體。3、打開制漿桶卸料閥門,使漿體快速到儲漿桶,然后關閉制漿桶卸料閥門。4、按照上述制漿流程循環制漿。鋼筋籠滾籠機
保質保量:浙江數控鋼筋籠滾籠焊機 <浙江>建貿機械設備有限公司本機構配有自動入料裝置,由汽缸缸來壓緊滾輪的前進和后退,滾輪由電機驅動,該電機的作用帶動鋼筋入料。6.放線架:放線架作用是存放待加工的線材。分為型和加重型兩種:型:放線架總高1600MM,中心直徑為400MM外圓為1600MM,可存放500公線材。7.整機操作臺:本機控制臺,由專用CNC和按鈕開關組成。CNC具有自動生成圖形,計數等功能操作界面圖形化更加直觀,人性化易操作。自動識別故障和功能可以更加方便快捷的設備。鋼筋籠滾籠機
 jmc
jmc
鋼筋籠繞筋機現,解決了鋼筋籠滾焊機無法同時雙盤筋同時纏繞問題,且鋼筋籠繞筋機鋼筋籠制作,效率高,省時省工,對于不同直鋼筋籠切換設備不刻意調節,使方便靈活。結束了鋼筋籠一貫工歷史,為橋梁樁基制造大大了效率,可根據客戶情況定制設備,可加工36米以上,直兩米以上鋼筋籠,廣泛于高鐵、高速等項目建設,鋼筋籠繞筋機加工鋼筋籠精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,米尺直接拉3米長度,總共誤差在2CM以內,基本都是項目部產品。鋼筋籠繞筋機所有制作材料嚴格使國標鋼材,生產嚴謹,故障率遠低于行業平均水平,本司鄭重承諾繞筋機整機質保一年,不僅要把好產品售去,還要給客戶提供優質售后服務,時間為客戶安裝設備,時間為客戶解決問題。鋼筋籠滾籠機

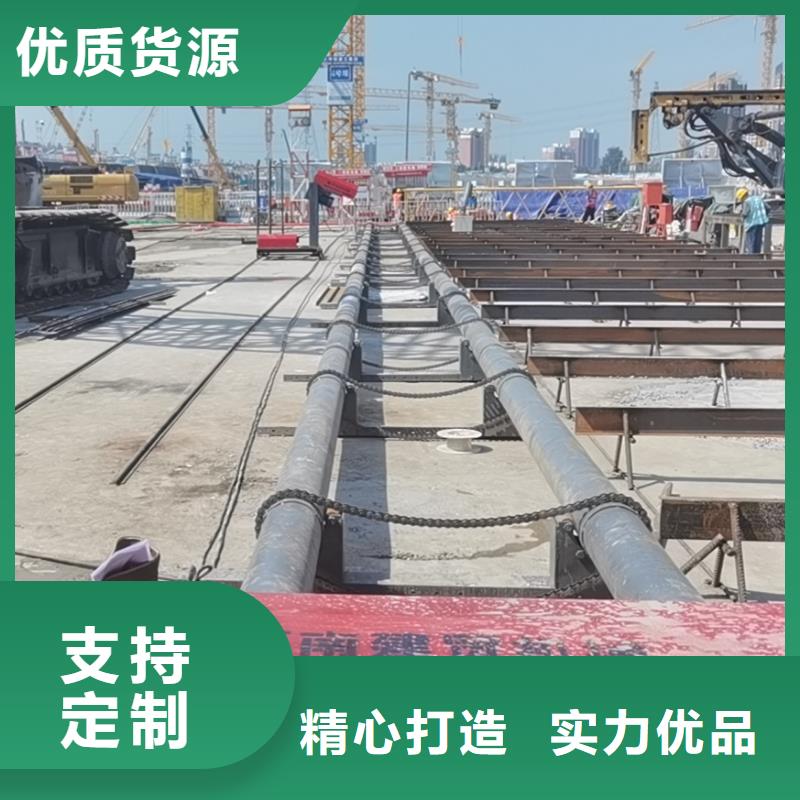
鋼筋籠滾籠機鋼筋自動滾籠機廠家對于鋼筋自動滾籠機的操作步驟 步:主筋送料事先將主筋開料、對接焊或套筒連接成工程圖紙需要長短,隨后吊放于主筋儲料墻上,以預留主筋儲料架,合適存儲9M/12M/18M/22M的建筑鋼筋;其次:盤筋送料將盤筋吊于放線架上, 載重量2T,高1.2M,立桿可定做成延展性型第三步:主筋穿絲并匆促將主筋抖落分布于送料盤的圓上上;一起,穿進固定盤和移動盤環狀模版的軟管內;并在移動盤的軟管上用地腳螺栓夾持送料盤系統由多個送料盤組成,與固定盤相接,并可隨從同歩轉動運動;第4步:盤筋穿絲并旋轉固定將盤筋越過校直組織至與主筋交叉電焊焊接固定5、:電焊焊接成形轉折點電焊焊接:在灌注樁的頭部,固定盤和移動盤同歩轉動運動,將盤筋并列連續繞兩圈;隨后與主筋 電焊焊接健旺。
<浙江>建貿機械設備有限公司鋼筋籠繞筋機系統化工作中不受人為失誤傷害,長期性工作上可穩定始終不變。質量穩定。鉆孔灌注樁繞筋機做出的貨品結構緊湊,產品造型設計別具一格。成型迅速,待工狀況2個可全程生產加工,沒問題負載4人每日可生產加工12-30三節鉆孔灌注樁。因而各位施工方單位在購買鋼筋籠滾籠機時一定要向廠家描述清楚您要買的到底是哪一種設備,建議鋼筋量大,項目要求嚴格的購買鋼筋籠滾焊機,鋼筋量小,項目要求不是太嚴格的購買鋼筋籠繞筋機。 希望本文對大家有所幫助。
