



我們的滾壓鋼管直縫焊管和無縫焊管的區(qū)別貨真價實視頻現(xiàn)已上線,從細節(jié)到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:滾壓鋼管直縫焊管和無縫焊管的區(qū)別貨真價實的圖文介紹
本著“品質保證,客戶至上”的企業(yè)經營理念,“誠信經營、信譽為本”的經營宗旨。堅信客戶永遠是公司發(fā)展的源泉,堅持以市場為導向,以完善的售后服務為承諾,我們積j i參與推廣以及行業(yè)交流活動,山特金屬制品有限公司在長期的發(fā)展過程中以過硬的【安徽橋式濾水管】產品質量的優(yōu)勢和國內許多大型的公司都建立了長期良好的合作伙伴關系,我們也熱誠歡迎國內外客戶來我司考察,參觀及技術交流;廣納博交的企業(yè)精神,愿與社會各界朋友精誠合作,共創(chuàng)美好家園!
別貨真價實")
別貨真價實")
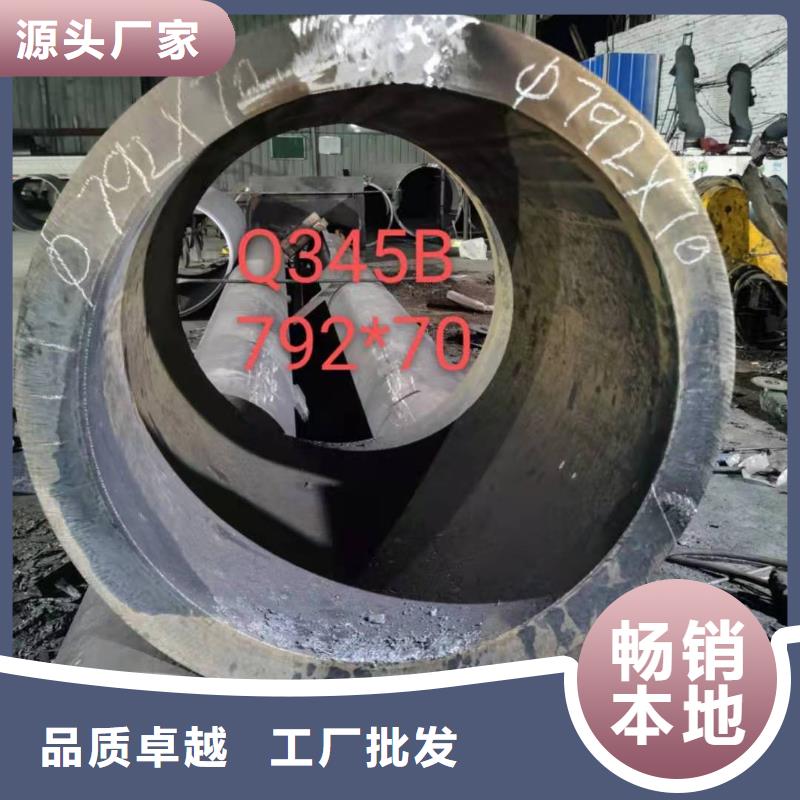
螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材 b.螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統(tǒng)一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。 按用途分類 直縫鋼板卷管加工廠家按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。 一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規(guī)格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規(guī)定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
別貨真價實")
別貨真價實")
別貨真價實")
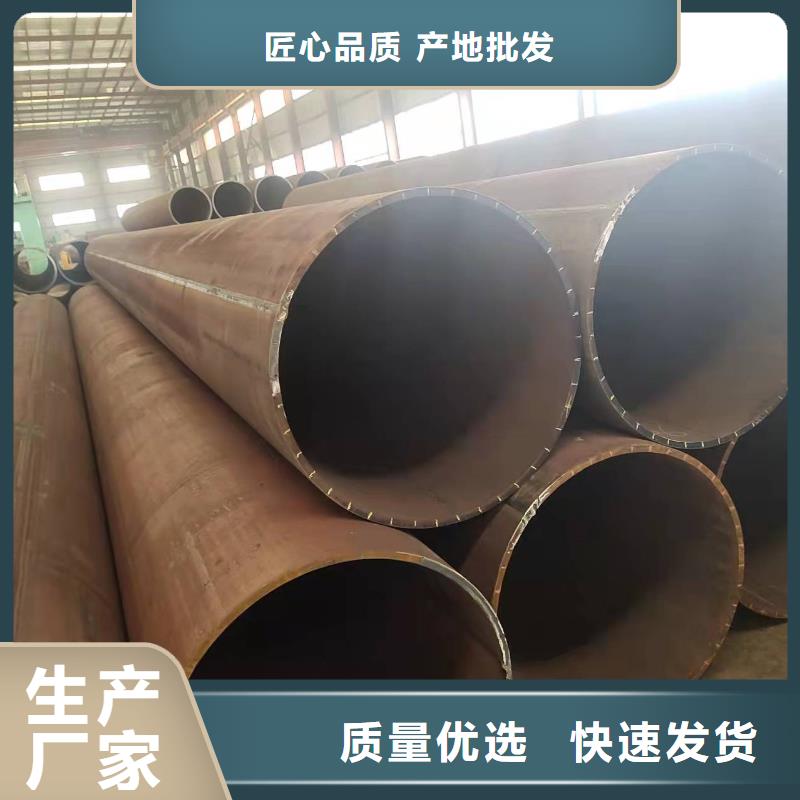
焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管 按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。 電焊鋼管:用于石油鉆采和機械制造業(yè)等。 爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家 生產工藝簡單,生產效率高,成本低,發(fā)展較快。 螺旋焊管 強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。
別貨真價實")
別貨真價實")
別貨真價實")
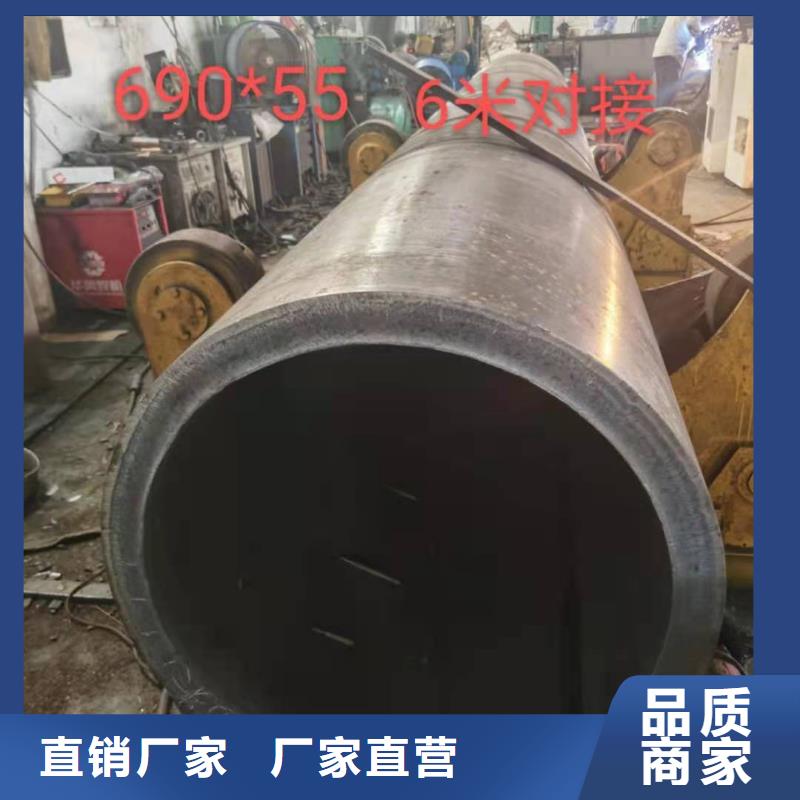
大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖 :材料檢查 檢查材料質量合格證明書、標識及檢驗報告是否符合現(xiàn)行有關標準及規(guī)范的要求。鋼板厚度及允許偏差是否符合產品標準的要求。鋼材外觀質量是否符合 現(xiàn)行有關標準的規(guī)定,當鋼材表面有銹蝕、麻點或劃痕等缺陷時,其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應符合現(xiàn)行 標準涂裝前鋼材表面銹蝕等級和除銹等級GB8923規(guī)定的C級及C級以上;鋼材端邊或斷口處不應有分層、夾渣等缺陷。
別貨真價實")
別貨真價實")
別貨真價實")
鋼板卷筒筒體的制作方法 技術領域: 本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點焊加固,御下滾床后運往焊接平臺施焊
