





一般采用純氬(99.99%純度)或Ar+2%O2,流量適合20~25L/min。
弧長、不銹鋼MIG焊,一般在噴射過渡焊條件下,電壓應調整到弧長的4~6毫米。
防風。MIG焊接易受風的影響,有時會有風引起的氣孔,所以風速在0.5米/秒以上的地方都應采取防風措施。
不銹鋼藥芯焊絲焊接要點及注意事項采用平特性焊接電源,直流焊接采用反極性。一般的二氧化碳焊機可以用來焊接,但送絲輪的壓力應稍放松。
保護氣體一般為二氧化碳氣體,氣體流量宜為20~25L/min。
焊嘴與工件的距離應為15~25毫米。
對于干伸長度,一般焊接電流在250A以下約為15mm,在250A以上約為20~25mm。
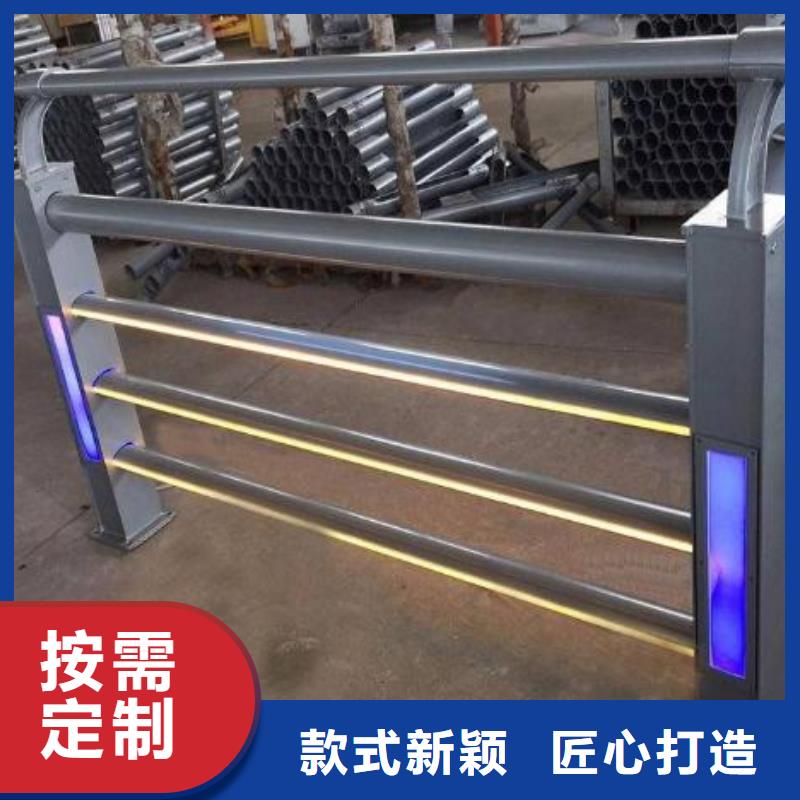
目前市場上較為常見的有鋁塑復合管、銅塑復合管、鋼塑復合管、涂塑復合管、鋼骨架PE管等、不銹鋼復合管護欄。



鑫海達金屬制品有限公司是專業的 湖北十堰【波形護欄】生產廠家,公司位于開發區工業園。我廠實力雄厚、秉承“誠信服務,至上”的原則,以質量di yi,用戶至上的原則贏得了廣大客戶的信任。我廠專注于打造 湖北十堰【波形護欄】的領先品牌的宗旨,多年來虛心聽取多方意見,嚴把產品質量關。請您及時給我們指正,真誠期待您的寶貴意見。
不銹鋼復合管護欄-【景觀護欄】標準工藝


如今,很多防撞欄桿的使用期限出現降低的原因,并非是因為頻繁的交通事故或者是其他意外事故,對防撞欄桿的本體造成一定的損壞,而是很多的防撞欄桿都是因為銹蝕的問題,使得自身的使用壽命大大的降低。
尤其是對于存在于野外地段,或者是降雨較多的地域的防撞欄桿,這種問題更嚴重。如何才能夠減少這樣的現象出現,是生產著必須考慮的一個問題。
1.改變生產材料是降低防撞欄桿銹蝕現象頻出的一大方式。現在不銹鋼復合管護欄所使用的不銹鋼復合管這種金屬是所有生產材料中,為低廉,也是容易加工的。不過既然想要在質量上有保證,想能夠憑借著不易受到銹蝕這一特點,獲得更多的銷售訂單,那么生產者就得選擇使用新型的生產材料。像是碳鋼,不銹鋼這樣的材料,都能夠保證產品本體擁有較好的耐蝕性,雖說在生產的成本上或許會有所,但是完全能夠以產品的銷售量進行抵銷。
2.對于防撞欄桿的生產工藝的改進,也是一個產品耐蝕性的一大方式。如在對鐵絲進行生產加工之前,使用鍍鋅技術,從而能夠直接產品的耐蝕性能。而在完成整體的生產之后,還可以再使用二次鍍鋅的技術,增強防撞欄桿所有部件的耐蝕性,大化對銹蝕的防護能力。



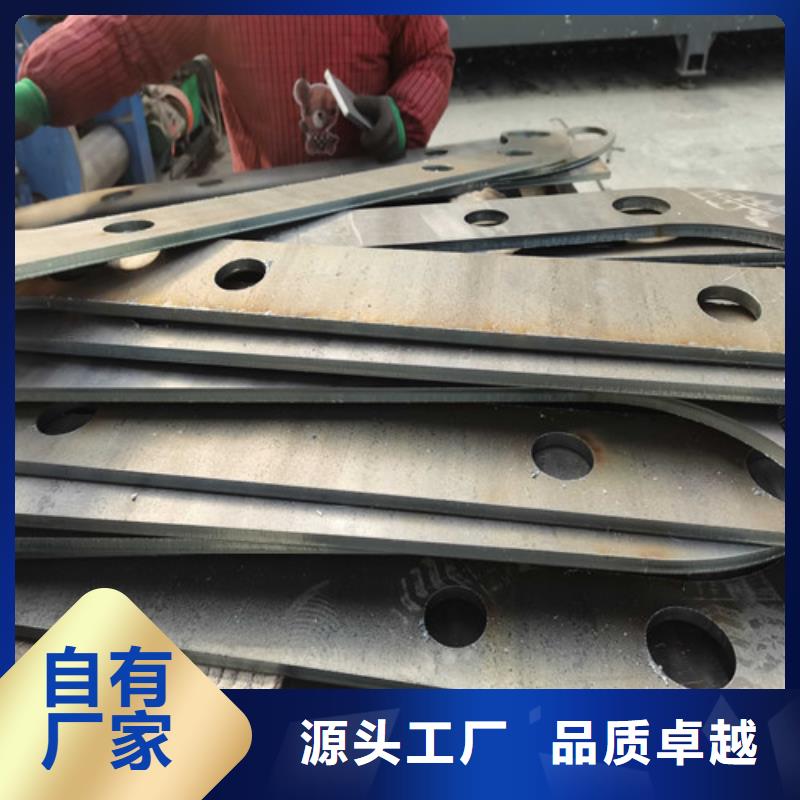
不銹鋼復合管護欄的坡口制造:
坡口制造,制造坡口時一般薄件可選用Ⅰ形坡口,較厚的可選用V形,U形,X形,V和U聯合形等方式的坡口。一般盡或許選用X形坡口雙面焊,先焊底層,再焊過度層,終焊復層,以確保焊接接頭具有較好的耐蝕性。當焊接方位受到限止,只能選用單面焊時,可選用V形坡口,先焊復層,再焊過度層,終焊底層,焊接時盡量使復層中少熔入底層成分。銹鋼復合管護欄焊接材料的選用,當復合板厚度小于25mm時,底層也可全用A302焊條(應力較大);當復合板大于25mm時,可先用純鐵焊條焊一層過渡層,然后用鋼焊條焊接底層,常用焊材選用如下圖:三,焊接操作1,不銹鋼復合鋼的焊接順序一般為:先焊底層,再焊過渡層,終焊復層以確保焊接接頭具有良好的耐蝕性,一起還應考慮過渡層的焊接特點,,盡量削減復層一側的焊接作業量。

