



我們的彎管【中頻彎管】用心服務(wù)視頻現(xiàn)已上線,從細(xì)節(jié)到整體,從外觀到性能,讓您了解它的每一個(gè)方面。
以下是:彎管【中頻彎管】用心服務(wù)的圖文介紹
航蕭管件有限公司以合理的價(jià)格、熱情的服務(wù)態(tài)度、精湛熟練的售后保障對(duì)您提供優(yōu)質(zhì)服務(wù)。我們本著交貨迅速、實(shí)行三包、跟蹤服務(wù)等經(jīng)營(yíng)原則竭誠(chéng)為廣大用戶服務(wù)。我公司把顧客放在優(yōu)先位置,建立起了 福州連江中頻彎管產(chǎn)品售前、售中、售后服務(wù)規(guī)范,、全過程滿足顧客要求,使我們的 福州連江中頻彎管產(chǎn)品和服務(wù)深得顧客的信賴,與顧客建立起了長(zhǎng)期合作和互利關(guān)系。
")
")
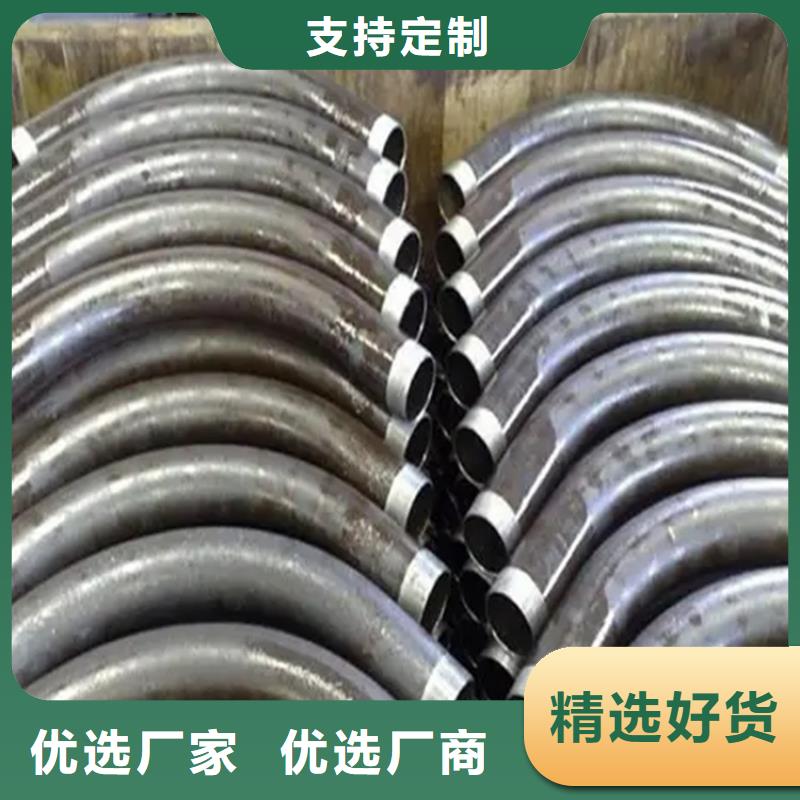
彎管在加工的過程中經(jīng)常會(huì)采用其壓彎使其彎管進(jìn)行彎曲的方法,在進(jìn)行制作的過程中所采用的設(shè)備大多數(shù)都是為通用的機(jī)械壓力機(jī)以及. 彎管在加工的過程中經(jīng)常會(huì)采用其壓彎使其彎管進(jìn)行彎曲的方法,在進(jìn)行制作的過程中所采用的設(shè)備大多數(shù)都是為通用的壓力機(jī)以及液壓機(jī),有時(shí)候也會(huì)有效的采用其專用的折彎壓力機(jī)。彎管在加工的過程中通常情況下會(huì)使用其卷板機(jī),設(shè)備采用其三輥卷板機(jī)按三點(diǎn)決定一圓的道理,有效的對(duì)板坯進(jìn)行其連續(xù)的彎曲,這樣三輥其卷板機(jī)在使用的過程中會(huì)具有兩個(gè)傳動(dòng)輥和一個(gè)壓下輥。 彎管在制作是可以有效的調(diào)節(jié)其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動(dòng)輥之間的相對(duì)距離,今年彎管社會(huì)庫(kù)存呈... 彎管在制作是可以有效的調(diào)節(jié)其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動(dòng)輥之間的相對(duì)距離,今年彎管社會(huì)庫(kù)存呈迅速上升態(tài)勢(shì),這樣對(duì)于其彎管的加工市場(chǎng)會(huì)形成比較大的壓力。彎管在進(jìn)行拉彎的過程中,其板材會(huì)有效額置于傳動(dòng)軸以及壓下輥之間,在運(yùn)行時(shí)其傳動(dòng)輥的正反方向是交換轉(zhuǎn)動(dòng)的,這樣就會(huì)使得板材往復(fù)運(yùn)動(dòng),調(diào)節(jié)其壓下輥使之逐步壓下。[ 彎管在進(jìn)行加工的過程中會(huì)對(duì)其精度的要求是比較高的,產(chǎn)品的長(zhǎng)度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉...[展開] 彎管在進(jìn)行加工的過程中會(huì)對(duì)其精度的要求是比較高的,產(chǎn)品的長(zhǎng)度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉彎?rùn)C(jī)上進(jìn)行拉彎。彎管加工時(shí),板材全部厚度上都受拉應(yīng)力的作用。
")
")
")
于型材彎管拉彎工藝特點(diǎn)及要求,1、所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。 2、關(guān)于備料長(zhǎng)度:一般情況下備料應(yīng)是所需彎曲材料的弧長(zhǎng)加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。備料長(zhǎng)度=弧長(zhǎng)+2.1t,當(dāng)然具體備料長(zhǎng)度可以根據(jù)實(shí)際情況考慮套裁,以便節(jié)省工藝段。 3、關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長(zhǎng)在實(shí)際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運(yùn)輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。 4、關(guān)于材料每支彎曲弧長(zhǎng)的要求:通常情況下不應(yīng)超過弧度角180度。 5、關(guān)于材料硬度狀態(tài)的要求:當(dāng)型材彎曲的伸長(zhǎng)率滿足變形量要求時(shí)應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的標(biāo)準(zhǔn)為e≥8%;e=t/R內(nèi)×=(R外-R內(nèi))÷R內(nèi)×否則應(yīng)選擇To~T4狀態(tài)。當(dāng)然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。 6、關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長(zhǎng)率遠(yuǎn)大于型材的伸長(zhǎng)率);因?yàn)樾筒睦瓘潟r(shí)型材與模具之間沒有相對(duì)位移,故不會(huì)損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時(shí)間不足造成。當(dāng)然為方便運(yùn)輸和安裝應(yīng)適當(dāng)做表面保護(hù)。
")
")
")
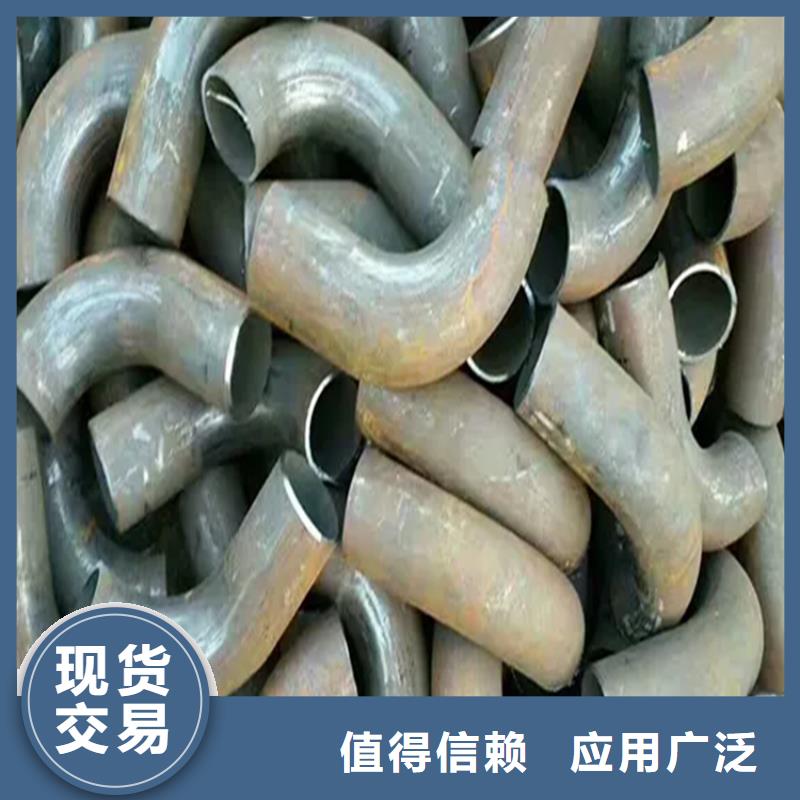
你是否知道彎管的這個(gè)知識(shí),彎管是改變管道方向的管件,在管道交叉,轉(zhuǎn)彎和繞梁等地方都可以看到彎管,煨制彎管具有柔韌性好,耐高壓,低阻力的優(yōu)點(diǎn)。因此,它經(jīng)常在建筑中使用。 彎管的主要形式是:各種角度的彎管,U形管,來回彎(或稱乙字彎)和弧形彎管等,彎管是具有任意彎曲角度的管件,在彎管時(shí)使用。彎管的彎曲半徑用R表示,當(dāng)R越大,管道的彎曲部分越大,彎曲越平滑;當(dāng)R較小時(shí),管的彎曲部分較小,并且彎曲較銳利。 來回彎的管子的彎曲末端的中心線之間的距離稱為來回彎曲的高度,用字母h表示,來回彎是具有兩個(gè)彎曲角度(通常為135°)的管件。 U形管是一種半圓形的管件。管兩端的中心線之間的距離d等于彎曲半徑R的兩倍,U形管可以代替兩個(gè)90°彎頭,通常用于連接兩個(gè)圓形的翼形散熱器。 弧形彎管是具有三個(gè)彎曲角度的管件,側(cè)面角度為135°,中間角度通常為90°。弧形彎管用于繞過其他管道,而弧形彎管通常用于對(duì)帶有冷熱水供應(yīng)的衛(wèi)生設(shè)備進(jìn)行管道輸送。 彎管的尺寸由管徑,彎曲角度和彎曲半徑?jīng)Q定,根據(jù)圖紙和施工現(xiàn)場(chǎng)的實(shí)際情況確定彎曲角度,然后制出樣板,照樣板煨制并按樣板檢查煨制管件彎曲角度是否符合要求,樣板可用圓鋼煨制,圓鋼的直徑根據(jù)所煨管徑的大小選用,10-14mm即可。彎管的彎曲半徑應(yīng)根據(jù)管道直徑,設(shè)計(jì)要求和相關(guān)規(guī)定確定,它既不應(yīng)該太大也不應(yīng)該太小。由于彎曲半徑太大,不僅要使用大量的材料,而且在管道的彎曲部分也要占用較大的面積,這會(huì)給管道的組裝造成困難。如果選擇的彎曲半徑太小,則由于過度伸長(zhǎng)而使彎管后面的管壁變薄,其強(qiáng)度降低,并且彎管的內(nèi)管壁被壓縮,形成褶皺狀態(tài)。因此,一般規(guī)定,焊接彎管的彎曲半徑應(yīng)不小于管外徑的1.5倍;沖壓彎管的彎曲半徑不應(yīng)小于管道的外徑;冷煨彎管的彎曲半徑應(yīng)不小于管外徑的4倍;熱煨彎管的彎曲半徑應(yīng)不小于管外徑的3.5倍。 彎管時(shí),一般規(guī)定管子彎曲后,管壁減薄率不得超過15%,這樣的目的是為了使管子彎曲后不對(duì)原有的工作性能有過大改變。
")
")
")
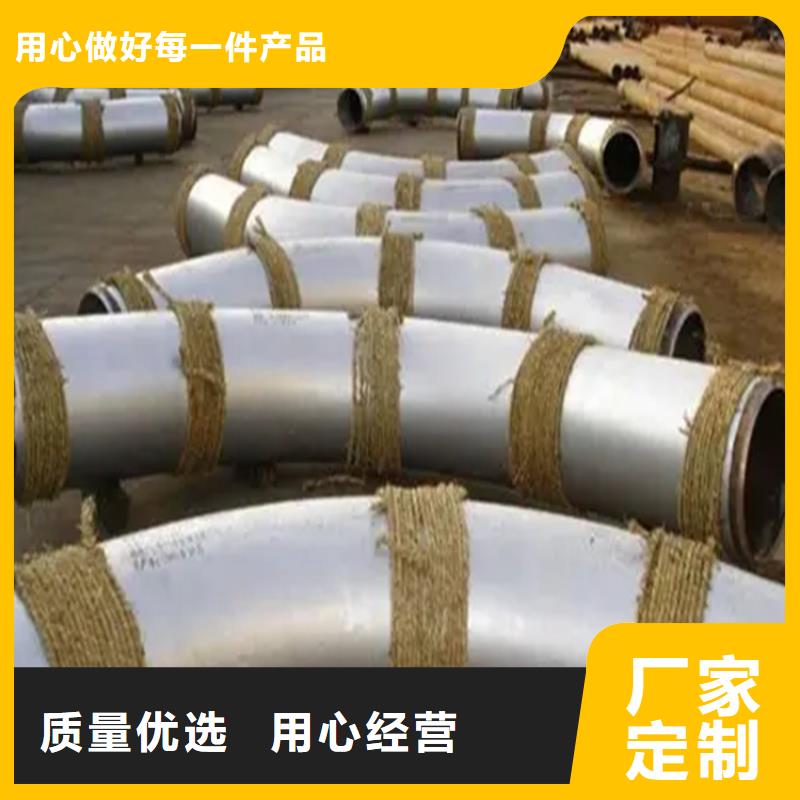
彎管生產(chǎn)加工公司是不是必須增加機(jī)器設(shè)備資金投入?無論是以中國(guó)還是海外,就現(xiàn)階段的發(fā)展趨勢(shì)狀況來剖析得話,在熱煨彎管生產(chǎn)加工生產(chǎn)流水線層面實(shí)際上全是向著向著大口徑、大壁厚及其高鋼級(jí)方位發(fā)展趨勢(shì)。在具體工作中,也大部分全是選用高頻電磁感應(yīng)加熱,微型機(jī)主要參數(shù)操縱的精益生產(chǎn)方式。下邊人們就以某彎管生產(chǎn)加工公司來進(jìn)行表明。 ,該生產(chǎn)商在中國(guó)該制造行業(yè)中具備一定的象征性,不但技術(shù)設(shè)備,有著好幾條生產(chǎn)流水線,并且在諸多工程項(xiàng)目中完成了熱煨彎管生產(chǎn)加工生產(chǎn)制造的每日任務(wù)。而現(xiàn)如今以便擴(kuò)張生產(chǎn)規(guī)模,提高公司生產(chǎn)制造水準(zhǔn),必須導(dǎo)入一條的生產(chǎn)流水線。據(jù)統(tǒng)計(jì),該生產(chǎn)制造先能夠 完成較大生產(chǎn)加工直徑1620mm,壁厚40mm。 除此之外,在開展彎管生產(chǎn)加工工作的情況下,不但維持穩(wěn)定,并且可以做到24米的放料長(zhǎng)短。該系統(tǒng)軟件的拐臂旋轉(zhuǎn)、卡頭開閉及其半經(jīng)調(diào)整等應(yīng)用的是液壓傳動(dòng)系統(tǒng),姿勢(shì)靠譜。在加溫層面也是選用的現(xiàn)如今更為的整流電源,輸出功率調(diào)升便捷。 彎管生產(chǎn)加工公司是不是必須增加機(jī)器設(shè)備資金投入? 值得一提的是,此條生產(chǎn)流水線所應(yīng)用的自動(dòng)控制系統(tǒng)也十分強(qiáng)勁,該全自動(dòng)自動(dòng)控制系統(tǒng)功能齊全,所應(yīng)用的關(guān)鍵操縱元器件間完成了現(xiàn)場(chǎng)總線通信,出示對(duì)外開放的網(wǎng)線端口,可以巨大的考慮公司對(duì)信息化管理和自動(dòng)化技術(shù)的要求。并且工作臺(tái)和控制箱也選用的是電子計(jì)算機(jī)控制系統(tǒng),全線完成彎管生產(chǎn)過程智能化,徹底替代了人工服務(wù)實(shí)際操作。 從之上所剖析的內(nèi)容看來,有效的彎管生產(chǎn)設(shè)備的資金投入成本費(fèi),將可以為制造業(yè)企業(yè)的具體工作中產(chǎn)生挺大的協(xié)助,另外還可以非常好的提高公司的整體實(shí)力水準(zhǔn)。
點(diǎn)擊查看航蕭管件有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
