



我們的TC3型通風天窗實體大廠視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。
以下是:TC3型通風天窗實體大廠的圖文介紹


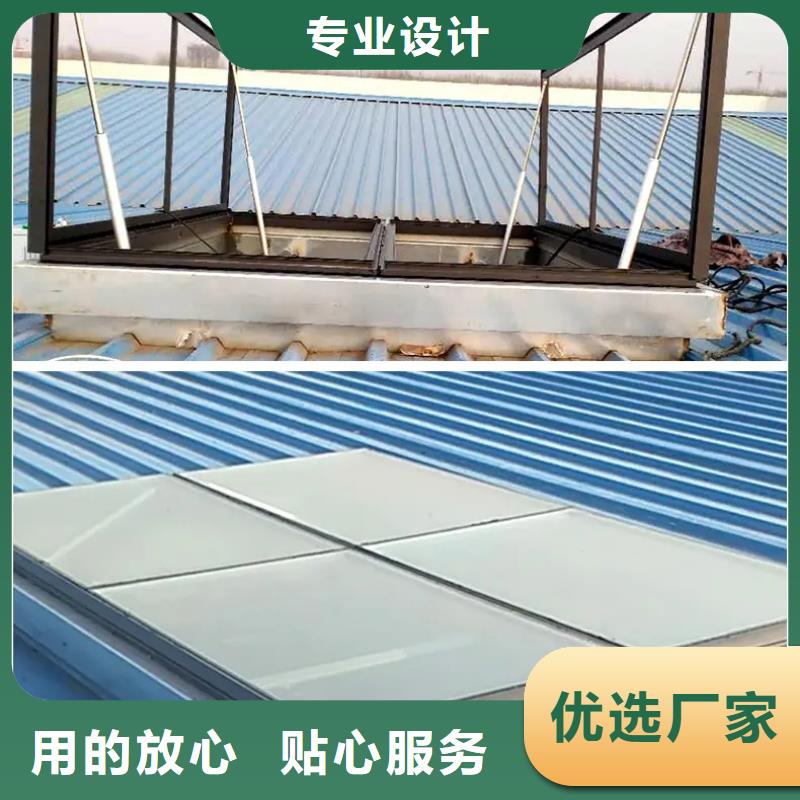
工字形電照明排煙天窗用于以照明為主,通風為輔的施工。天窗全開時排煙 ,開啟視點為90度。線性電照明排煙天窗窗戶與設備表面平行,所以危險系數小,但是冬天容易下雪。一字型排煙通風天窗,有哪些裝備方法?1.對準排氣口的位置。工字形排煙天窗的物理朝向應該靠近屋脊線。先將防水底板放在屋面上,一起使底板向上的邊緣端嵌入屋面金屬蓋板內,下嵌板長度約10-20cm。2.基于底部開口的打開防水基板具有內孔。以內孔為參照,畫出孔的輪廓,然后用切頂刀切孔。然后,修剪和拋光切口。之后用刀片把絕緣棉剪成米的形狀,去掉一部分,然后把鋁箔和絕緣棉塞在鋼板和絕緣棉之間。3.設備板節點緊固件一般“KLOC-0”型是用膠帶或硅膠填縫,麥克維自然通風器在這里是用特殊的扣件防水。特殊部件和緊固件主要由金屬材料制成,通過模具成型,所以這里的設備方便一起解決漏水問題。4.安裝防水閥板。防水底板的固定非常重要。這里至少要用10個鉚釘或自攻螺釘將防水底板固定在屋頂上,并涂上耐候膠。5.設備的可變角度管頸防水底板固定后,將變角頸安裝在地板上,轉動可轉動部分,用水平儀調整,使變角頸上部水平。調整后,標記可變角頸的上下滾動部分以及可變角頸和底板之間的滾動部分。6.固定可變角度管頸。可變角度頸部的固定非常重要,至少需要四個自攻螺釘將其固定在地板上。然后用金屬夾和鋁鉚釘將可上下滾動的變角頸的兩部分固定在一起,注意將原來的劃線標記對齊在一起。7.將渦輪頭固定在可變角度頸部。將渦輪頭的四個支撐臂固定在預留槽中,然后用四個螺釘將渦輪頭固定在變角頸上。8.檢查并調整螺釘和鉚釘是否可靠。檢查渦輪頭是否轉動順暢。有時,由于運輸或設備工藝的原因,渦輪頭會因擠壓而輕微變形,可用手稍作調整。自此,單線排煙天窗器件完成



10多年來,盛強通風設備有限公司一路走來,風雨兼程,有成功也有挫折;未來的日子,我們誓寫歷史新篇章,與您共創快樂生活!公司理念:以市場需求為導向,以 福建龍巖電動通風氣樓產品質量為中心;傳播快樂,未來。經營方針:誠信是資本,質量是生命,創新是動力。企業精神:創新、團結、拼搏。


任何場所都需要進行通風,這樣才能有效的保證場所中的空氣質量,因此在建筑建設的過程中會采用無動力風帽的形式,這樣就可以做到自然通風的作用了.不過我們在建設無動力風帽的時候需要注意的有很多,下面就給大家介紹一下,這樣大家在選擇的時候就會方便很多了,首先就是要按照建筑的結構以及通風的要求來選擇天窗的位置,不同類型的建筑適合開天窗的位置是不一樣的,只有在合適的位置開設天窗才能達到很好的效果,因此我們在建設的時候一定要多注意一些.其次在建設無動力風帽的時候要注意當地的氣候條件,不同地區的氣候以及氣壓會存在著不同,我們在開設天窗的時候要根據氣流等各方面的自然條件來開工,脫硫塔廠家表示,這樣才能充分利用大自然的條件,對于通風的質量會更有好處.



新中國成立后,通風天窗制造工業獲得迅速發展。在 個五年計劃期間,先后建立了一些專業工廠,開始大量生產通風天窗。1958年后,在沈陽、上海、北京、天津、廣州、重慶、武漢等地又陸續興建了一批通風天窗制造廠。50年代我國通風天窗行業基本上是采用蘇聯產品或按蘇聯圖紙生產。   60年代我國開始自行設計和仿蘇產品的制造,在國務院科學規劃委員會機械組的指導下,分工協作、設計新品種、進行定型與標準化工作,同時迅速采取措施以提高現有產品質量,大大地促進了我國通風天窗設計制造技術的提高。   70年代我國自行研制了許多通風天窗產品,聯合設計水平不斷提高,引進國外通風天窗 生產技術,消化吸收、試制,使通風天窗產品水平大幅度提高。   80年代,引進國外通風天窗先進技術見成效,使我國的透平壓縮機和大型通通風天窗跨入世界八十年代先進行列。

