您的位置>首頁 >烏魯木齊本地熱動態 >
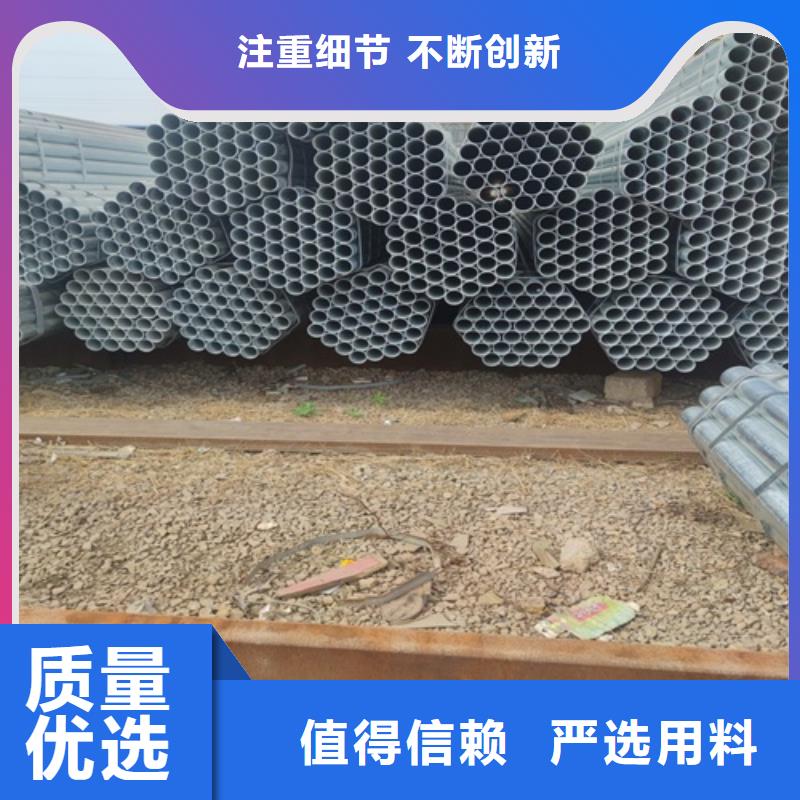
國標鍍鋅管生產基地
更新時間: 2024-12-29 07:42:02 瀏覽次數:4
以下是:國標鍍鋅管生產基地的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 100000噸 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0 |
|---|
| 質量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | Q235 Q345等 |
|---|
| 產品品牌 | 鵬鑫 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東聊城 |
|---|
| 產品產地 | 山東聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 齊全 |
|---|
| 產品顏色 | 銀色 |
|---|
| 外形尺寸 | 標準 |
|---|
| 適用領域 | 建筑工程等 |
|---|
| 是否進口 | 否 |
|---|
以下是:國標鍍鋅管生產基地的圖文視頻
導讀 在新疆烏魯木齊市采購國標鍍鋅管生產基地請認準鵬鑫鋼鐵有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-15106358106,QQ:595117986,地址:聊城山東聊城經濟開發區武夷山路發貨到新疆 烏魯木齊市 )。 新疆維吾爾自治區,烏魯木齊市 烏魯木齊市地處中國西北地區、新疆中部、亞歐大陸中心、天山山脈中段北麓、準噶爾盆地南緣,介于東經86°37'33"—88°58'24",北緯42°45'32"—45°00'00"之間,屬中溫帶大陸性干旱氣候,毗鄰中亞各國,是新疆的政治、經濟、文化、科教和交通中心,世界上距離海洋遠的大城市,有“亞心之都”的稱呼,是第二座亞歐大陸橋中國西部橋頭堡和中國向西開放的重要門戶,是世界上內陸、距離海洋和海岸線遠的大型城市(2500千米)。
烏魯木齊國標鍍鋅管生產基地
鍍鋅鋼管的應用小技巧
鍍鋅管,又稱鍍鋅鋼管,分為熱浸鍍鋅和磷化處理,熱浸鍍鋅熱鍍鋅層厚,具有鍍層均勻、附著力強、使用壽命長等優點。磷化時間處理技術低成本,表層文化并不是很光潔,其自身的耐蝕性定壓比熱鍍鋅管差許多。
焊接技巧:焊接時,盡量使鋅層熔化和氣化,蒸發和逃逸焊接,可大大減少鋅液在焊接中的殘留。
電焊焊接鍍鋅管的那時候常有什么小竅門
鍍鋅鋼管電焊焊接特性剖析
鍍鋅鋼管一般在高碳鋼外鍍一層鋅,熱浸鍍鋅層一般厚20um。鋅的熔點約為419 ° C和908 ° C。在電焊進行焊接中,鋅熔化成液體浮在溶池表層信息或在不同焊接根處部位。鋅在鐵中具有很強的固溶性,液態鋅會沿晶界深度腐蝕焊接金屬材料,低熔點鋅會產生“液態金屬材料的脆性裂紋”。
鋅與鐵可產生影響金屬結構材料間延性化學研究物質,這種延性相使焊接金屬進行材料具有塑性變形可以減少,在拉地應力功效下而造成裂痕。
如果角焊縫通過電焊焊接,則T型接頭中角焊縫很容易產生穿透裂紋。鍍鋅鋼管電焊進行焊接時,焊縫金屬表層及邊沿處的鋅層,在電孤熱功效下,造成環境空氣通過氧化、熔融、揮發以致揮傳出乳白色粉塵和蒸氣,非常簡單容易發展造成影響焊接出氣孔。
<烏魯木齊>鵬鑫鋼鐵


烏魯木齊國標鍍鋅管生產基地



<烏魯木齊>鵬鑫鋼鐵
總結 選購國標鍍鋅管生產基地來新疆烏魯木齊市找鵬鑫鋼鐵有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-15106358106,{QQ:595117986},地址:[山東聊城經濟開發區武夷山路]。