
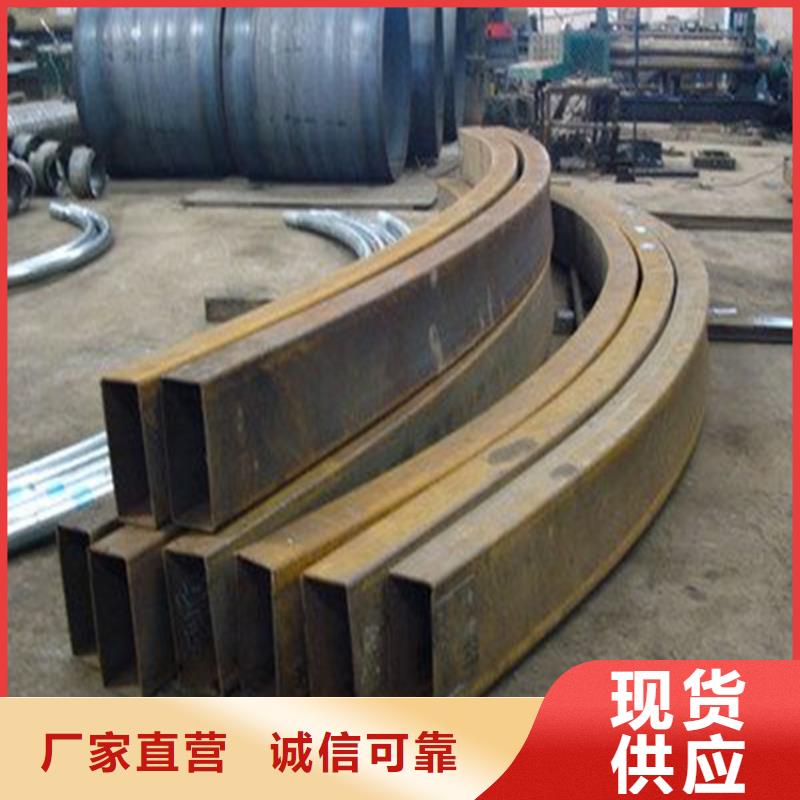



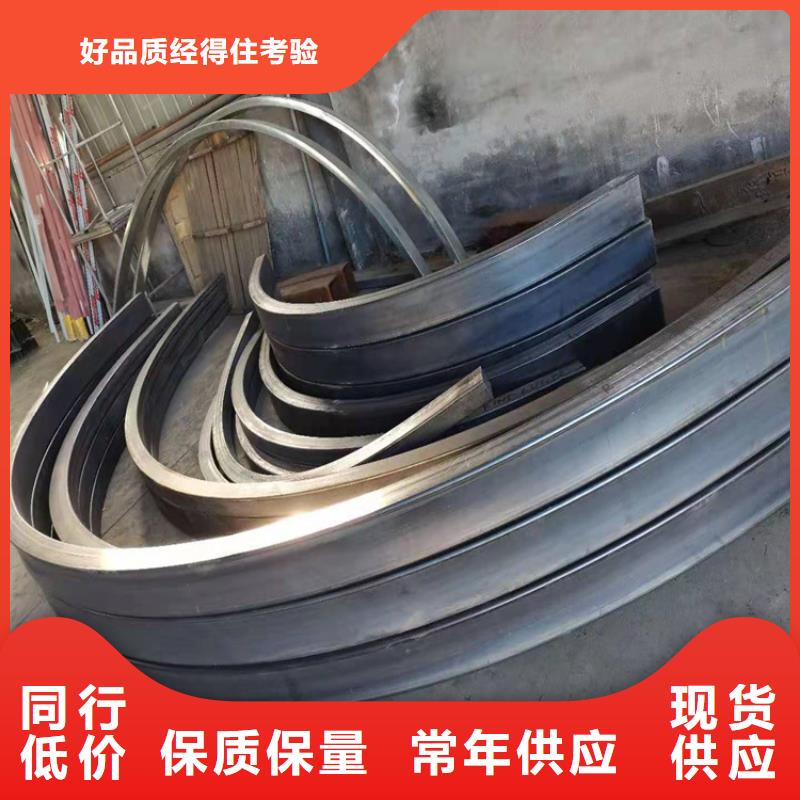





關于型材拉彎加工廠的應用介紹型材拉彎加工廠型材因為其良好的機械性能而廣泛應用于航空和汽車工業中。型材拉彎加工廠型材拉伸曲折是指將型材預拉伸到資料的屈從限,在堅持的軸向張力的同時進行加載和曲折,型材拉彎廠使其進入模具的凹槽并成形的曲折進程。在曲折進程中,施加軸向拉力以戰勝內側起皺,截面應力分布,減少回彈,進步成形精度。這是型材型材拉彎中需求解決的首要問題之一。在拉伸曲折件的生產進程中,依據拉伸曲折件的外形規劃,得到拉伸曲折模具的形狀。即使軸向張力在技術規范規定的殘余應變下盡可能地增加,因為型材零件的相對大的曲折半徑,仍然存在數量的回彈。拉伸曲折的曲率仍然很小,所以拉伸后需求進行校準。在型材的拉伸曲折進程中,中性層以下的部分遭到縱向緊縮應力,徑向和寬度方向也遭到緊縮應力。在三維壓應力作用下,容易發生縱向縮短變形和徑向增稠變形,嚴重時會產生起皺現象。貴陽型材拉彎廠型材的拉伸曲折首要是指在預拉伸到資料屈從限并堅持的軸向張力之前,型材被加載和曲折的曲折進程,從而將它們壓入模具的空腔中構成。
一起來了解一些型材拉彎知識 型材拉彎便是方管通過加工之后變成的一種產品,方管,它的外形便是有點像立體的長方形,可是里邊是空心的,是鋼鐵制造而成的,是要通過好多道的工序之后才加工而成的,后才成為了咱們現在看到的產品。它的制造的資料并不僅僅是只有鋼材,被的一些資料也是能夠制造而成的。型材拉彎的這種方管是空心的,所以,在通過拉彎機進行拉彎的時分,事比較簡單拉,它不像實心的那些鋼材制造出來的產品,用來拉彎是比較的費力的。拉彎,從字面上的意思我們就有可能會想到便是運用機器來把一些鋼材進行彎折的處理。也便是改動它的形狀,變成了別的的一種產品,可是它的實質是沒有發生改動的。這種拉彎的話他的精準的度數是比較的高的,一旦成型之后就不能夠在進行改動的,它要拉彎的度數都是事先就已經是方案好了的。拉彎的時分是要根據尺度來進行拉彎的,拉彎之后是不會反彈的,反彈便是指拉好之后彎度會有所改動。產品在通過拉彎之后它的厚度是會有一些的改動的,在沒有通過拉彎的時分它的厚度是比較的厚的。
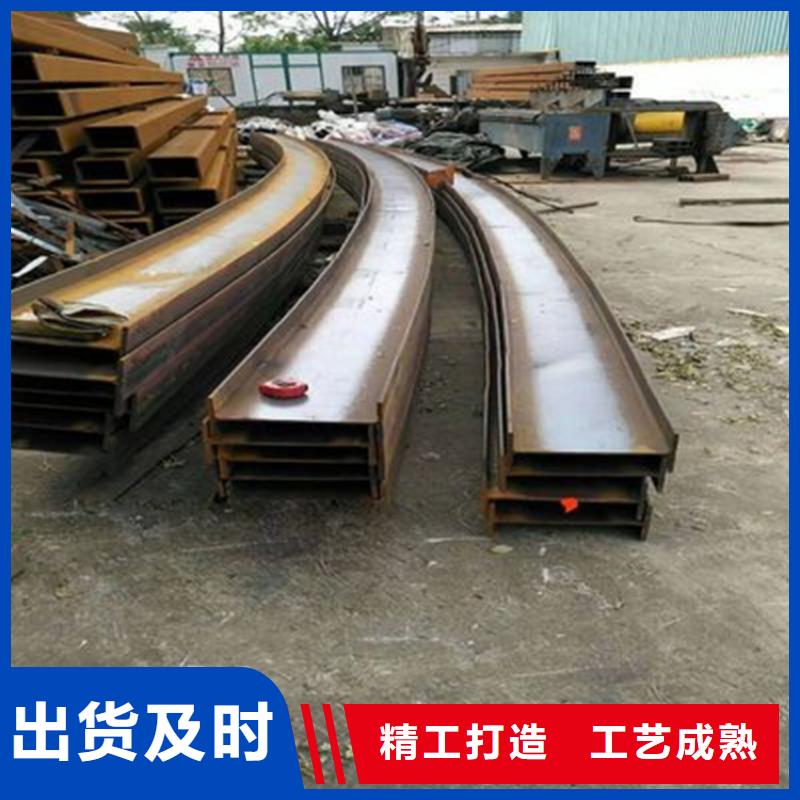
型材拉彎壓彎是常用的彎曲方法。所用設備大多為通用的機械壓力機或液壓機,也有用專用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決定一圓的道理,對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。調節壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。另外還有四輥和多輥卷板機,四輥卷板機用于卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成復雜的型面。對于精度要求較高,長度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。拉彎時,板材全部厚度上都受拉應力的作用,因而只產生伸長變形,卸載后彈復引起的變形小,容易保證精度。
型材拉彎在消費中制造工具,要把鋼材做成各種外形。但是在鋼鐵廠賣出鋼材的時分,并不是把鋼材做成不同外形,而是都統一做成一種外形。工廠把這些鋼材買回去以后,要對這些鋼材停止本人加工,把它們做成本人需求的外形。這其中有一種工字鋼,要把工字鋼拉彎才干運用。這樣的益處是,能夠讓鋼材在更多的中央運用。假如是事前做成不同的外形,并不是能被一切的工廠都能運用,形成了鋼材的糜費。為了把這些鋼材拉彎,如今都是運用機器。它能夠把這些鋼材做成很的尺寸,然后把這些鋼材用來制造部件。假如是在鋼鐵廠里把這些工字鋼做成工廠所需求的外形,價錢會十分高,有些工廠可能接受不起。在工廠里停止工字鋼拉彎,價錢很低,大多數工廠都能擔負。而且這種加工工作辦法很簡單,工廠很容易能找到工人來停止作業,這樣工廠的擔負也不重。假如是把鋼材制成的時分,直接做成各種外形,需求有很高技術的專業人員,把鋼材買回來工廠本人停止,工廠并不需求高程度的專業人員來操作,工廠也很省力。如今很多行業都需求把工工字鋼拉彎,而且機器可以很好地控制這些拉彎鋼材的尺寸性。
