



湖南湘潭結構無縫鋼管,選好的好選擇,質量保證,價格優惠,廠家直銷,誠信至上,金海金屬材料有限公司期待您的光臨,歡迎來電詳談,量大從優。


隨著這種穿孔機在設備和工藝上的發展和完善,特別是在毛管的壁厚減薄、壁厚不均減小、內外表面質量的提高和穿孔后在線打頭的實現等等,形成了用穿孔機穿制毛管后立即打頭,然后直接進行冷拔,生產冷拔無縫鋼管,即穿孔-冷拔無縫鋼管生產線。這種簡易生產線,在我國當時非常缺少小直徑無縫鋼管的條件下,很快就成為較普遍的無縫鋼管生產工藝之一。當然,這也是一種在我國特定的條件下“少投入,快產出,浪費資源” 的生產工藝。



無縫鋼管的應用領域很廣,很多機械、工程都會使用到,那么它究竟是怎么生產出來的呢?今天就由小編帶大家來認識一下無縫鋼管的生產方法。
1、減徑軋制和定徑軋制
雖然在終調整外徑的減徑軋制和定徑軋制方面沒有值得特殊介紹的技術發展,但大口徑定徑機有許多也采用了三輥式定徑機。采用三輥的缺點是輥距無法變更,因此機架的臺數多,但近出現了輥距可變的軋機,還提出了四輥減徑機的想法。今后芯棒式無縫管軋機和定徑機及張力減徑機的直接連接技術也將引起人們的關注。以上所述的鋼管領域中的高合金穿孔用芯棒的開發和芯棒及毛管坯導槽潤滑劑的開發等與摩擦學技術有很大的相互關系,因此希望長壽命化技術有進一步的發展。
重慶無縫鋼管廠家
2、拉伸軋制
芯棒式無縫管軋機已向大型化和緊湊化方向發展。機架數由7~9機架減為4~5機架,穿孔機和芯棒式無縫管軋所需的能源消耗共計可減少20%左右。在芯棒式無縫管軋機的控制技術中,為減少其后在張力減徑機中管端壁厚的切頭損失,開發了管端預先減薄成形技術,即用芯棒式無縫管軋機預先將管端減薄的成形技術,并在鋼管軋機上首次采用了油壓壓下裝置。
3、穿孔軋制
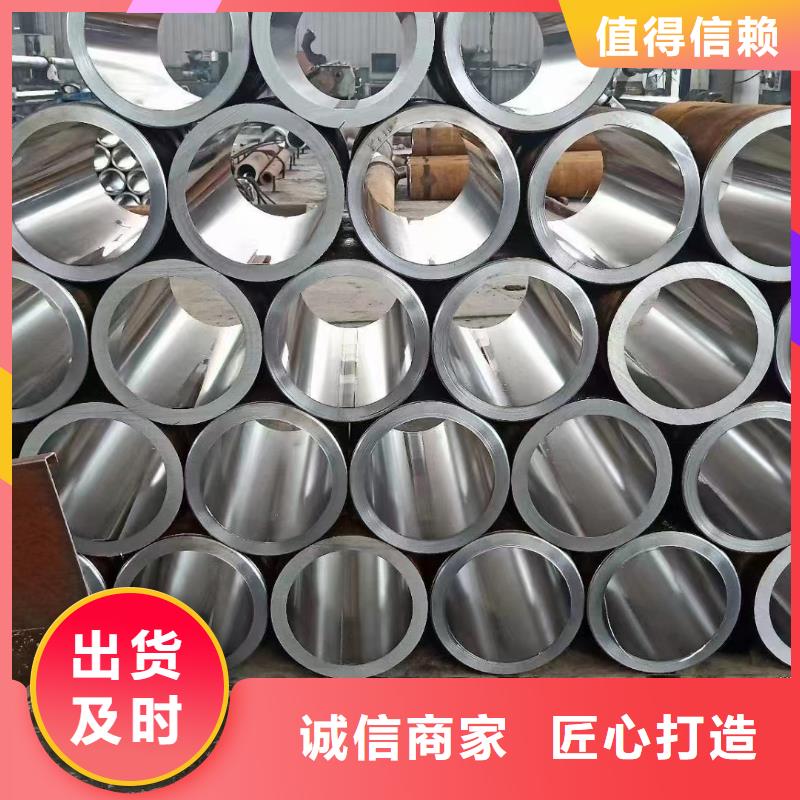
使用方鋼坯的PPM(壓力輥穿孔機)已被替換為使用圓鋼坯的斜輥穿孔機。圓錐形穿孔機的優點是具有旋轉鍛造的效果和抑制圓周方向剪切變形的作用,因此可以抑制鋼管內面的缺陷,可用于難加工性材料的穿孔,尤其是可以用于擴孔和薄壁穿孔。采用普通穿孔機時,壁厚/外徑比(T/D)的極限為大約6%,而采用圓錐形穿孔機時能進行T/D為3.2%的薄壁管穿孔。


無縫鋼管清洗時注意事項
無縫鋼管生產制造的時候,都會涉及到鋼管酸洗過程。對于工作人員來說,在進行無縫鋼管酸洗的時候需要注意哪些問題呢。
,在無縫鋼管酸洗之前必須穿戴好勞動保護用品。對于現場的工作環境也要進行詳細的檢查,主要是檢查無縫鋼管的吊帶是否完好,確認完好后方可進行作業。
第二,在無縫鋼管酸洗的時候,酸洗主要是采用鹽酸酸洗,一般鹽酸的含量為18%到20% 。
第三,工作人員在操作前還需要對酸的濃度和溫度以及本槽酸洗管的噸位了解清楚。這些可以通過使用專業的測量設備進行檢測。
第四,對于酸洗的無縫鋼管重量控制在2到5噸之間,時間掌握在5到15 分鐘。時間需要依據重量的多少進行調節。酸洗的過程中還需要經常的振動,在往酸槽下管的時候,無縫鋼管要進行傾斜,防止鹽酸誤傷到人。



