


另外油溫升高后油液粘度下降,對密封的要求更加嚴格,有可能存在內泄。解決方法:。帶鋸床加裝冷卻裝置,在使用過程中將液壓油油溫保持在相對較低的溫度;。更換高一級粘度的液壓油,如#改為#;。查找有無內泄現象;。更換油質較好的液壓油。
帶鋸床油一熱液壓柱升不起來的原因分析
影響金屬帶鋸床鋸條價格的因素
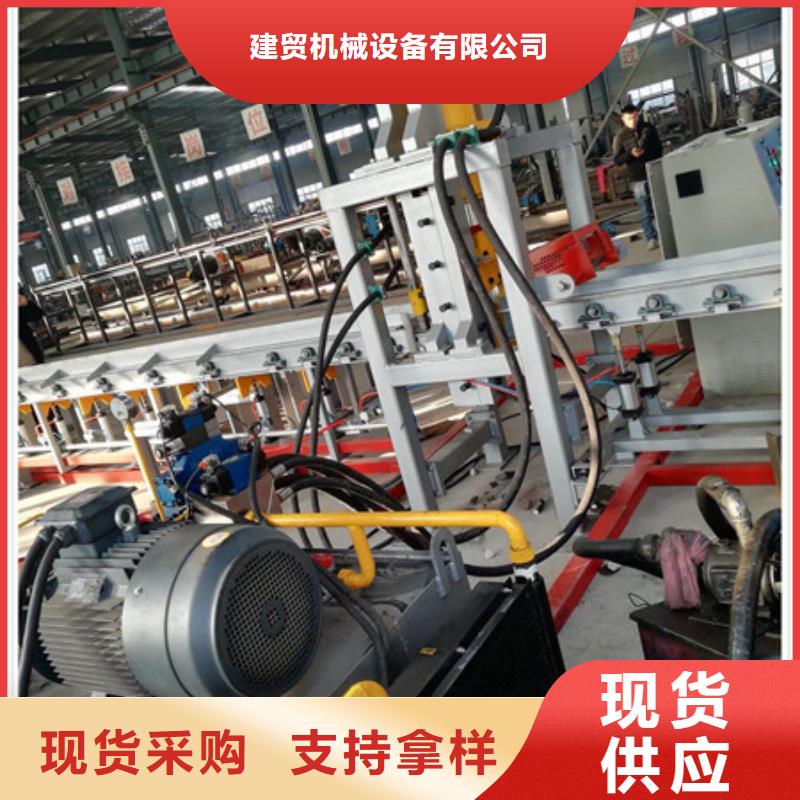
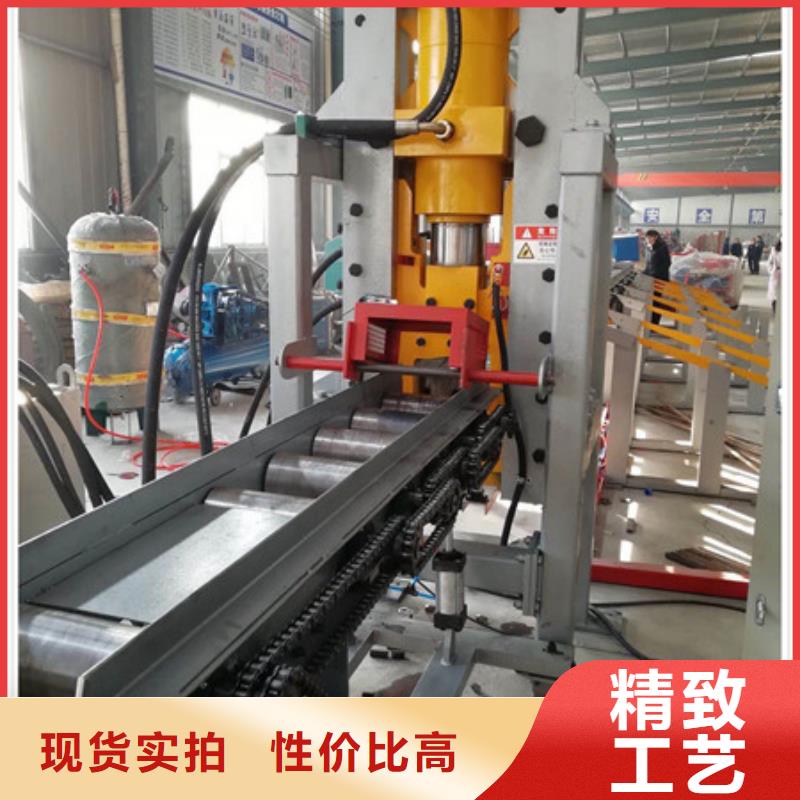
帶鋸床通過液壓油缸夾緊、利用光柵尺長度測量裝置或步進(伺服)電機驅動絲桿、齒輪齒條的送料方式,可以自動測量送料長度和計算送料次數,當達到設定的鋸切次數時,鋸床自動停機。自動送料方式適合大批量生產,具有速度快,鋸切長度穩定,一人可操作多臺鋸床等優點。大大減少人員操作提高生產效率。
送料裝置在帶鋸床中的實際應用表明,選擇合理的交流伺服系統能夠滿足控制系統響應速度快、速度精度高、魯棒性強的要求,實際應用位置控制精度 在±0.1mm左右且可避免累積誤差。由于帶鋸床鋸條位置是固定的,而鋸切的位置是不同的,因此必須將工件送到鋸切位置處,一般鋸床的送料方式有三種:
鋸弓應緩慢,不得沖擊放下來時。在切割過程中嚴禁操作人員離開崗位,嚴禁戴手套。每班必須斷開電源,打開護罩,取出帶到鋸輪附近的芯片,進行日常維護和清潔工作。 尤其需要注意的是:拆卸下來的螺絲釘一定要放在專門的盒內,以免丟失,裝配后,盒內的東西應全部用上,否則裝配不完整。帶鋸床切割精度的高低與帶鋸條有著直接的關系。首先新的帶鋸條要磨合,做磨合切削目的是為了鋸齒在加工后余留的細誤差。做到鋸齒兩側向側面凸出的分齒量相等,鋒利的齒刃毛刺被自然磨除掉,已得到適合 切削的齒刃。其次帶鋸床進給量過大,使齒尖過早的大能量切削,鋸齒負載過重被卷刃、鈍化,分齒量也隨之遭到損壞。在這種情況下,被鈍化的鋸齒,已經達不到鋒利鋸齒切削順暢的能力,造成鋸切時工件表面比較粗糙。
鋸切精度低,但鋸的穩定性取決于鋸條的張力、鋸條的長度、進給方向和導向裝置。帶鋸機是帶鋸機的導向裝置,它的作用是縮短鋸條工作邊的自由長度,提高鋸條的剛性,減小鋸條橫向振動的幅度,使鋸條保持平直。

4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。
帶鋸床主要特點:
◎切削速度液壓控制,無級調速;
◎導向塊結構科學合理,延長鋸條的使用壽命;
◎雙立柱結構,操作平穩;
◎鋸切穩定,精度高;
◎工作夾緊采用液壓夾緊,操作方便。
產品常用名稱:鋸床,帶鋸床,臥式帶鋸床,雙柱式帶鋸床,金屬帶鋸床,GB4230帶鋸床。
產品型號 GB4230
切削范圍(mm) Φ400-400×400
鋸帶規格(mm) 3565×34×1.1
鋸帶線速(m/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 2.2
外型尺寸(mm) 2200*1100*1500
凈重kg 750kg
 jmc
jmc
雙立柱GS4240數控帶鋸床 全自動數控金屬帶鋸床 40數控鋸床
機床自動控制系統:
1、全自動控制人機界面通過機械、電氣、液壓的配合,具有自動送料、自動切削等系統來控制工作循環。
2、在操作系統里分為手動與全自動工作,由人機界面轉換控制。
3、在帶鋸床上裝有二組虎鉗,一組用來鋸料時夾緊,自動送料由另外一組虎鉗夾緊通過油缸工作來控制送料。送料長度由紫外線接緊行程開關控制,送料時由光柵尺自動檢測數據控制,由PC控制器轉換鋸床切割工作,自動送料返回原點。
4、數控帶鋸床適用于大批量同規格材料鋸切,性能穩定,效率高。可取代于普通鋸床的3倍工作效率。

6、送料長度尺寸由光柵尺檢測定位,光柵尺檢測有效范圍500mm。
7、昆侖DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。
8、臺達DVP可編程控制器,全自動控制。
9、送料長度檢測深圳埃莫特光柵尺。
10、材料夾緊采用油缸夾緊。
11、可同時疊加多根材料鋸切。
12、線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
產品特點
1.切削速度液壓控制,無級變速
2.導向塊結構科學合理,延長鋸條的使用壽命
3.雙立柱結構,操作平穩
4.鋸切穩定,精度高
5.工作夾緊采用手動夾緊,操作方便
鋸弓應緩慢,不得沖擊放下來時。在切割過程中嚴禁操作人員離開崗位,嚴禁戴手套。每班必須斷開電源,打開護罩,取出帶到鋸輪附近的芯片,進行日常維護和清潔工作。 尤其需要注意的是:拆卸下來的螺絲釘一定要放在專門的盒內,以免丟失,裝配后,盒內的東西應全部用上,否則裝配不完整。帶鋸床切割精度的高低與帶鋸條有著直接的關系。首先新的帶鋸條要磨合,做磨合切削目的是為了鋸齒在加工后余留的細誤差。做到鋸齒兩側向側面凸出的分齒量相等,鋒利的齒刃毛刺被自然磨除掉,已得到適合 切削的齒刃。其次帶鋸床進給量過大,使齒尖過早的大能量切削,鋸齒負載過重被卷刃、鈍化,分齒量也隨之遭到損壞。在這種情況下,被鈍化的鋸齒,已經達不到鋒利鋸齒切削順暢的能力,造成鋸切時工件表面比較粗糙。
鋸切精度低,但鋸的穩定性取決于鋸條的張力、鋸條的長度、進給方向和導向裝置。帶鋸機是帶鋸機的導向裝置,它的作用是縮短鋸條工作邊的自由長度,提高鋸條的剛性,減小鋸條橫向振動的幅度,使鋸條保持平直。
