




文字的描繪可能無法完全捕捉鋸切套絲打磨生產線直銷價格產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。
以下是:鋸切套絲打磨生產線直銷價格的圖文介紹
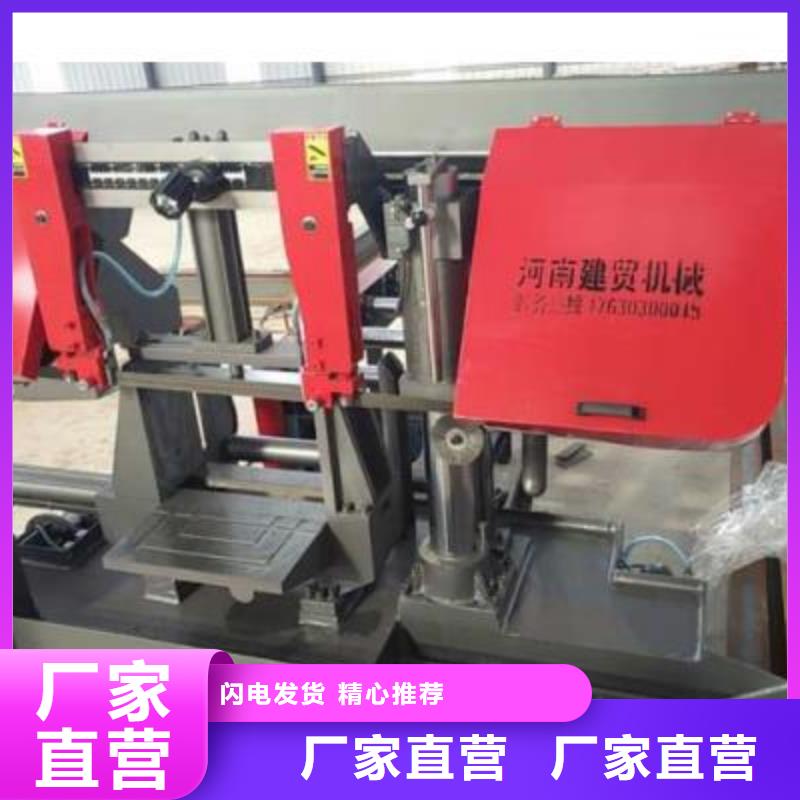
滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外), ,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。對刀:先松開滾軋機頭后面的3條緊定螺釘,再松開6條定位螺栓,然后將與所要加工的鋼筋型號相適應的對刀棒細端插入滾軋頭中心,轉動偏心調節齒輪,使滾絲輪與對刀棒相接觸,抽出對刀棒,擰緊6條定位螺栓,再擰緊3條緊定螺釘,壓緊齒圈,使之不得移動。設備特性:1、鋼筋端面銑平機切割處理保證一致,接頭無端面加工每次4根同時進行,速度較人工打磨時間短,大大節約了成本,且打磨質量得到了有效控制。度高、人工勞動強度低、整體效率高。2、該機床具有整體結構剛性強、精度穩定、故障率低、可靠性好的優點,是鋼筋直螺紋連接絲口處理加工利器。縫隙。



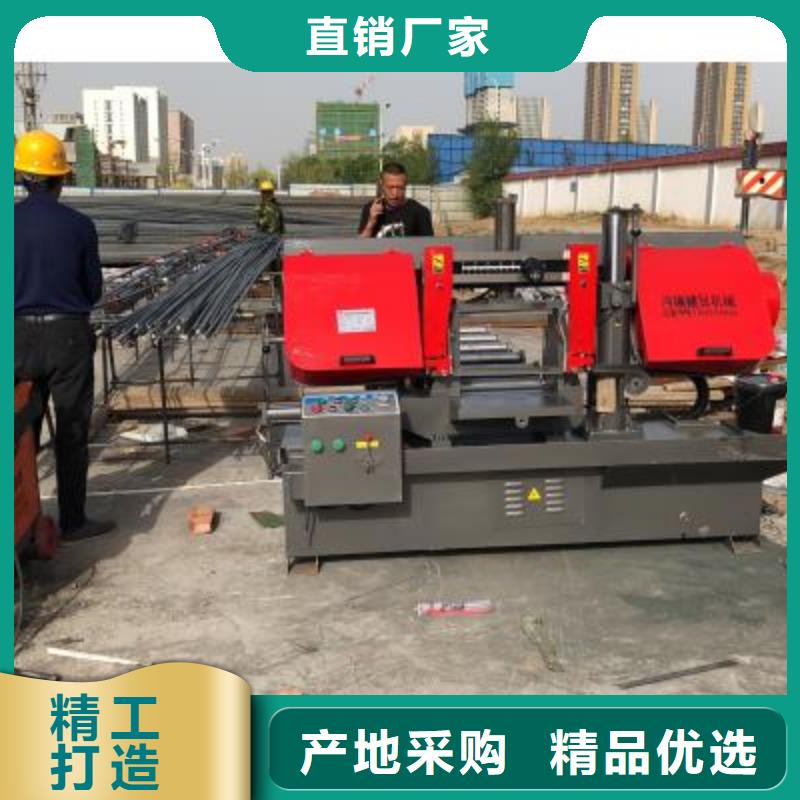
近年來隨著科技的進步和發展很多的施工現場樁基鋼筋籠越來越多的采用套絲搭接的方式進行,傳統的焊接搭接慢慢的被淘汰。因而如何處理套絲搭接問題成為了很多施工方頭疼的問題。數控鋼筋鋸切套絲打磨生產線是專門為處理套絲搭接問題而專門設計的一種數控鋼筋加工智能化設備。帶大家了解一下華爾網數控鋼筋鋸切套絲打磨生產線具體是如何處理套絲搭接問題的。1、數控鋼筋鋸切套絲打磨生產線首先對原材料鋼筋進行定尺的鋸切,在數控屏幕上設置需要鋸切鋼筋的長度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動撥到運料軌道上,鋼筋自動被運送到鋸床進行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長度后再通過運料軌道被運送到鋸切完畢的半成品儲料倉里等待套絲。4、半成品儲料倉里的鋼筋被一根一根的翻轉到套絲軌道上,分別進行兩個端頭的套絲。5、兩個端頭套絲完畢的鋼筋被翻轉到打磨軌道上進行兩個端頭的打磨。6、兩個端頭打磨完畢的鋼筋被翻轉到成品儲料倉里等待取用。由上可見,整個的生產流程中使用人工的地方非常少,因而數控鋼筋鋸切套絲打磨生產線越來越多的出現在了施工現場。很多的施工方有剛開始的不接受到后來的慢慢喜歡。數控鋼筋鋸切套絲打磨生產線越來越受到歡迎。在此向施工方要說明的是鋸切套絲打磨生產線是對原材料鋼筋的兩個端頭進行處理,而并非是對已經做好的籠子成品進行處理。而且數控鋼筋鋸切套絲打磨生產線也存在一些弊端,比如占地空間較大,對場地的平整度要求較高等。



建貿機械 有限公司主要經營:【吉林液壓噴濕機廠家】, 本廠家秉承“顧客至上,銳意進取”的經營理念,堅持“客戶為先”的原則為廣大客戶提供優質的【吉林液壓噴濕機廠家】。歡迎廣大客戶惠顧! 本廠家是致力于集研發、生產、銷售、服務為一體的股份企業。經過多年的探索發展及不斷的吸收、消化國內外的同類【吉林液壓噴濕機廠家】產品 的先進技術,廠家【吉林液壓噴濕機廠家】產品已從單一走向系列,積累豐富的設計、制作及裝配經驗。

