




焊|二保焊培訓(xùn)技校招生簡章")
焊|二保焊培訓(xùn)技校招生簡章")
焊|二保焊培訓(xùn)技校招生簡章")
報(bào)名條件:初中以上學(xué)歷,18-28周歲,男女不限,身體,品行端正,有無基礎(chǔ)皆可。
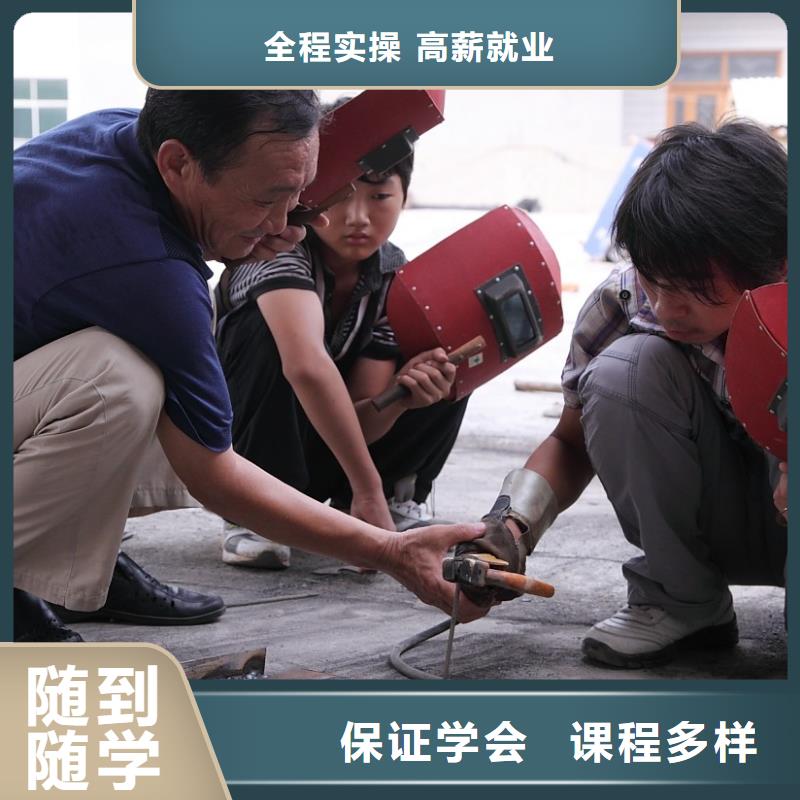
學(xué)習(xí)方式:專業(yè)知識(shí)輔導(dǎo)與實(shí)訓(xùn)操作教學(xué)有機(jī)結(jié)合,學(xué)以致用。
培訓(xùn)模式:職業(yè)道德+專業(yè)培訓(xùn)+就業(yè)指導(dǎo)
管理模式:校內(nèi)全天學(xué)習(xí),食宿方便。
技能認(rèn)證:培訓(xùn)結(jié)束成績合格者頒發(fā)結(jié)業(yè),并組織參加勞動(dòng)部技能的考核,費(fèi)用自理。
鄭重承諾:保證培訓(xùn)質(zhì)量,簽訂就業(yè)協(xié)議。學(xué)不會(huì)者可繼續(xù)學(xué)習(xí),直到滿意為止。焊|二保焊培訓(xùn)技校招生簡章")
所以,保護(hù)氣體應(yīng)選用氬氣和二氧化碳的混合氣,氬氣的比例為75%,二氧化碳的比例為25%,這種混合氣在對(duì)車身板件焊接時(shí)效果 。
在車身焊接時(shí),要按照制造廠提供的維修手冊(cè)作業(yè),每個(gè)板件所要求的焊接方法各有不同。經(jīng)常使用的焊接方法有搭接焊、對(duì)接焊和塞焊,對(duì)車身板件的焊接要注意電流盡量小,能用小電流焊接的不要用大電流焊接。焊接時(shí)要采用分段焊接,使每個(gè)焊縫都能夠得到充分的冷卻,以防止板件變形。
二、電阻點(diǎn)焊:
在車身制造中被大量應(yīng)用的電阻點(diǎn)焊,現(xiàn)在在修理中也逐步開始應(yīng)用了。
隨著汽車材料的發(fā)展,有些超高強(qiáng)度鋼不能采用氣體保護(hù)焊焊接。氣體保護(hù)焊焊接的熱量會(huì)破壞超高強(qiáng)度鋼的內(nèi)部結(jié)構(gòu),使其強(qiáng)度降低。所以只能采用電阻點(diǎn)焊來修理。電阻點(diǎn)焊還有一個(gè) 的優(yōu)點(diǎn)是受操作者的影響比較小,只要調(diào)整好焊接壓力、焊接電流和焊接時(shí)間后,每個(gè)焊點(diǎn)的焊接質(zhì)量基本不會(huì)發(fā)生大的偏差,焊接質(zhì)量比較穩(wěn)定。焊|二保焊培訓(xùn)技校招生簡章")
在今年的招聘會(huì)上,焊工成為企業(yè)追逐的重點(diǎn),記者注意到,許多企業(yè)都打出了招聘焊工的廣告,而焊工的薪酬也有較大的。其中僅新會(huì)中集,就招聘集裝箱焊工100名,大長江集團(tuán)也提出招聘若干名焊工,薪酬在9000元~15000元之間,另外還有年終獎(jiǎng),總體平均薪酬在9000元以上。
智通人才江門公司總經(jīng)理劉云飛分析稱,隨著新會(huì)南車將正式生產(chǎn),新會(huì)中集房屋式鐵箱的熱銷,以及大長江等大型企業(yè)對(duì)焊工需求量的增多,焊工成為今年節(jié)后人才市場(chǎng)為緊缺的工種之一。
焊|二保焊培訓(xùn)技校招生簡章")
目前焊接系統(tǒng)的特點(diǎn)
1. 機(jī)械裝置
點(diǎn)焊機(jī)系統(tǒng)由機(jī)械裝置、供電裝置、控制裝置三大部分組成。點(diǎn)焊機(jī)為了適應(yīng)焊接工藝要求,加壓機(jī)構(gòu)(焊鉗)采用了雙行程快速氣壓傳動(dòng)機(jī)構(gòu),通過切換行程控制手柄改變焊鉗開口度,可分為大開和小開來滿足焊接操作要求。通常狀態(tài)為焊鉗短行程張開,當(dāng)把控制按鈕切換到“通電”位置扣動(dòng)手柄開關(guān)則焊鉗夾緊加壓,同時(shí)電流在控制系統(tǒng)控制下完成一個(gè)焊接周期后恢復(fù)到短行程張開狀態(tài)。
2. 供電裝置
主電力電路由電阻焊變壓器、可控硅單元、主電力開關(guān)、焊接回路等組成。目前,我們采用的焊接設(shè)備是功率200kVA、次級(jí)輸出電壓20V的單相工頻交流電阻焊機(jī)。由于多種車型共線生產(chǎn),焊鉗要焊接高強(qiáng)度鋼板和低碳鋼薄板,焊|二保焊培訓(xùn)技校招生簡章")
