

")
")
")
球墨鑄鐵管價格上漲,球墨鑄鐵管價格走勢如何?球墨鑄鐵管是用于給水、排水和煤氣輸送用的一種鐵合金管材。球墨鑄鐵管的強(qiáng)度大、延伸率高、耐腐蝕性好,密封效果好,安裝簡易、主要用于市政工礦企業(yè)給水管路中。那么球墨鑄鐵管價格上漲嗎?今天小編就為大家分析一下:1、由于近期環(huán)保力度加強(qiáng)以及供給側(cè)改革的推進(jìn),導(dǎo)致鋼鐵行業(yè)整體產(chǎn)能利用率較低,供需關(guān)系改善明顯;2、隨著鋼材價格的不斷走高及下游需求的持續(xù)好轉(zhuǎn),2018年鋼企盈利能力將進(jìn)一步;3、2018年國內(nèi)鐵礦石市場呈現(xiàn)供需雙增格局。預(yù)計全年均價在70美元左右波動;4、受環(huán)保政策影響,2019年上半年焦化行業(yè)開工率或?qū)⒗^續(xù)下降至60%附近水平;5、2019年全國水泥產(chǎn)量增速有望達(dá)到5%,需求端保持增長態(tài)勢;6、從長期來看,2018年下半年以來房地產(chǎn)調(diào)控政策逐步收緊的背景下,"房住不炒"將成為主基調(diào),未來房地產(chǎn)市場仍將維持相對穩(wěn)定的發(fā)展?fàn)顟B(tài);7、目前我國正處于城鎮(zhèn)化快速發(fā)展時期,"一帶一路"戰(zhàn)略實(shí)施帶動基建投資加速回升等利好因素支撐下,2019年水泥需求量有望繼續(xù)增加。")
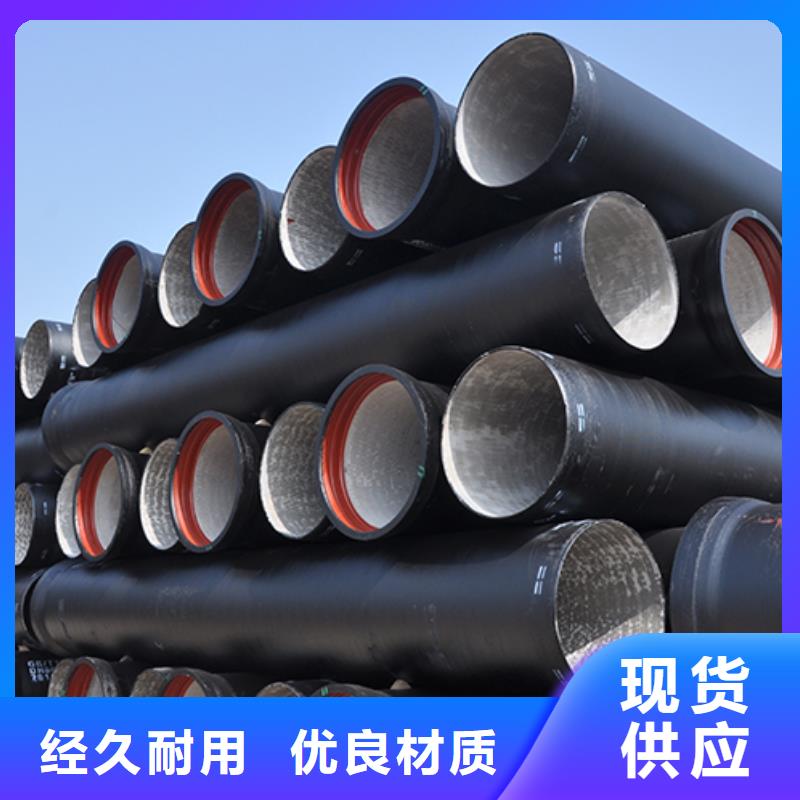
公司主營業(yè)務(wù)為球墨鑄鐵管、離心球墨鑄鐵管及配套管件、密封橡膠圈、鋼鐵冶煉及壓延加工、鑄造制品等.其中鑄管:產(chǎn)能80萬噸,口徑DN80~DN2600mm,有T型、K型、S型、N1型、自錨式等多種接口形式的球墨鑄鐵管適用于不同的地勢條件,采用水泥砂漿、聚氨酯、環(huán)氧陶瓷等防腐內(nèi)襯球墨鑄鐵管,滿足不同水質(zhì)輸送要求,以及鋅層 終飾防腐層、聚氨酯等外壁防腐處理技術(shù)的球墨鑄鐵管適用于不同的腐蝕性土壤環(huán)境條件,是城鎮(zhèn)供水、輸氣的理想管材。公司主持制定了《水及燃?xì)夤艿烙们蚰T鐵管、管件和附件》標(biāo)準(zhǔn)(GB/T13295-2008),生產(chǎn)規(guī)模和綜合技術(shù)實(shí)力居水平,國內(nèi)市場占有率達(dá)到35%,10%以上的產(chǎn)品出口到世界100多個和地區(qū)。管件:產(chǎn)能2萬噸,采用殼型及獨(dú)創(chuàng)的真空消失模鑄造工藝生產(chǎn),可根據(jù)用戶需要開發(fā)生產(chǎn)各種的配套管件,滿足不同的施工條件。")
在生產(chǎn)過程中我公司采用18號以上的優(yōu)質(zhì)鑄造鐵水,經(jīng)過添加球化劑及多種元素使球墨管具有鋼的性能,鐵的實(shí)質(zhì)采用T型承插式柔性接口使用SBR橡膠圈密封阻水效果好。嚴(yán)格按照GB/T13295-2013標(biāo)準(zhǔn)生產(chǎn)驗(yàn)收,公司也可根據(jù)用戶需求加工定做各種異形球墨鑄鐵管件。管件采用先進(jìn)的真空消失模鑄造工藝確保產(chǎn)品質(zhì)量合格。 現(xiàn)生產(chǎn)的規(guī)格有DN100至DN1600口徑的球墨鑄鐵管及配套管件,現(xiàn)代化廠房和先進(jìn)的生產(chǎn)設(shè)備,工藝裝備自動化、機(jī)械化程度較高。中頻電爐、光譜分析儀等關(guān)鍵設(shè)備為國外進(jìn)口,離心成型、退火、噴鋅、精整、包裝等整條生產(chǎn)線居國內(nèi)領(lǐng)先水平。自有316m3高爐日產(chǎn)優(yōu)質(zhì)鐵水800噸,采用高爐—電爐雙聯(lián)短流程連鑄工藝,嚴(yán)格按照ISO2531標(biāo)準(zhǔn)生產(chǎn)離心球墨鑄鐵管。")
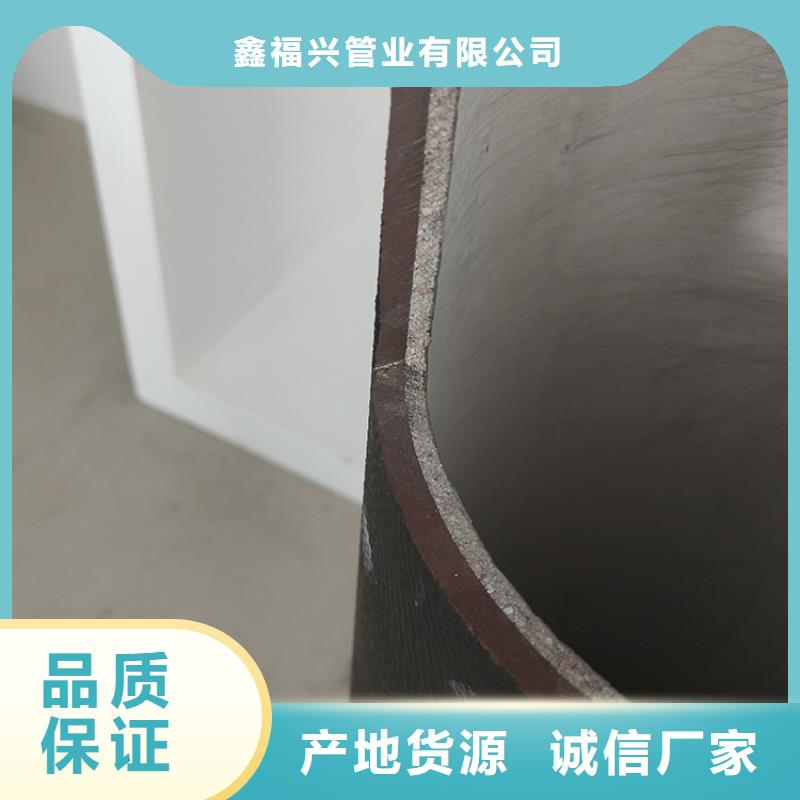
球墨鑄鐵管環(huán)氧樹脂噴涂工藝:表面準(zhǔn)備:保證噴涂之前管件的表面干凈沒有油污、潤滑油和水分。噴涂前的表面必須至少符合ENISO8501-1規(guī)定的等級。拋丸后的管件和配件必須用合適的工具搬運(yùn)以免弄臟表面。環(huán)氧樹脂涂層終產(chǎn)品應(yīng):——顏色一致,除了允許的嘜頭——表面和光滑度一致,除了可以接受的修補(bǔ)——沒有可看的見的缺陷(針孔、氣泡、洲其或者漏點(diǎn))由于修補(bǔ)或者暴曬而引起的輕微的表面顏色的變化是可以接受的。附著力:環(huán)氧樹脂涂層的附著力必須平均值達(dá)到8pa,小值為6Mpa。涂層厚度:局部厚度小值必須大于200μm,小平均值必須等于或者大于250μm。壓痕強(qiáng)度:在48小時后測量壓痕深度不能大于開始時涂層厚度的30%。在24h和48h測量的壓痕厚度必須小于在0h到24h之間測量的厚度,但不能大于開始厚度的5%。")
