

為了給您提供更的無縫管Q345C無縫鋼管生產廠家定制速度快工期短產品信息,解鎖無縫管Q345C無縫鋼管生產廠家定制速度快工期短產品新體驗,視頻帶你玩轉每個細節!
以下是:無縫管Q345C無縫鋼管生產廠家定制速度快工期短的圖文介紹


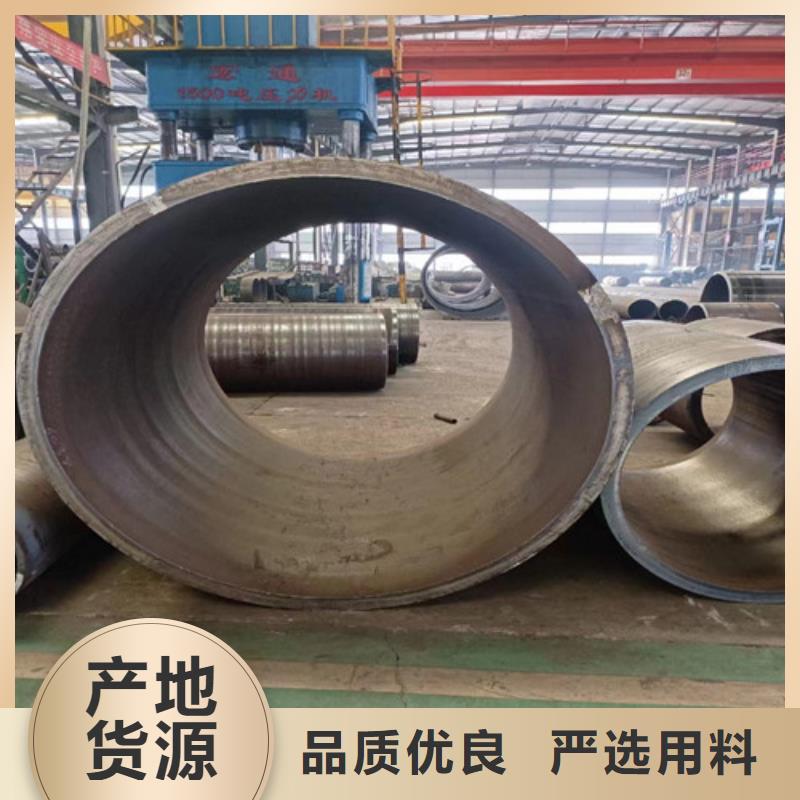
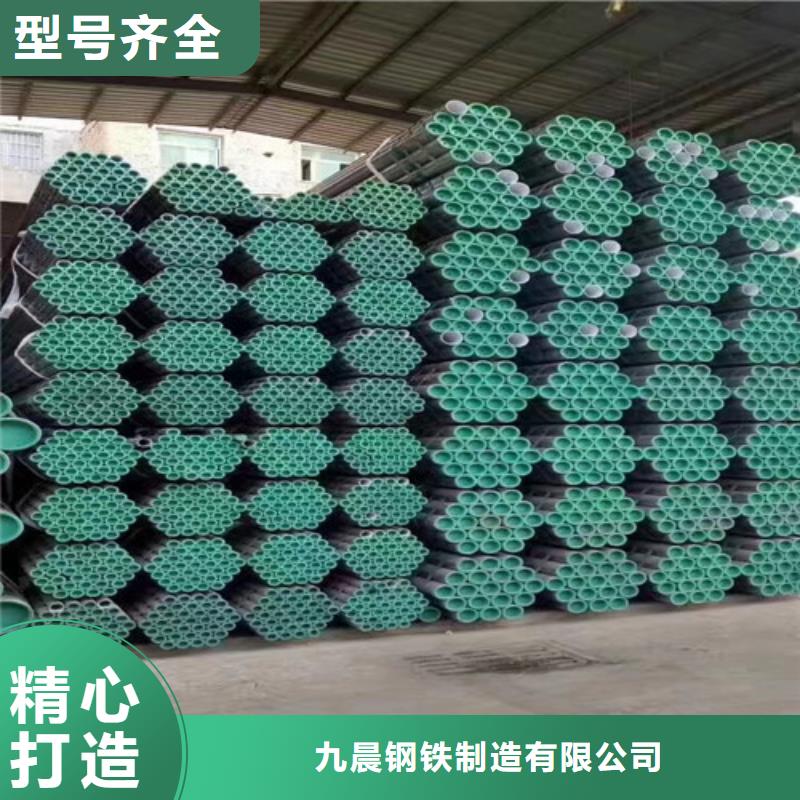
無縫鋼管的抗腐蝕性能非常好,因為無縫鋼管在加工環節還會對其進行耐腐蝕性能的檢測處理。就是把管道放進酸性溶液中進行。這樣一來就能滿足污水中的酸性或者堿性物質的排放。進而保證了城市排水系統的和城市各個方面的正常運行。
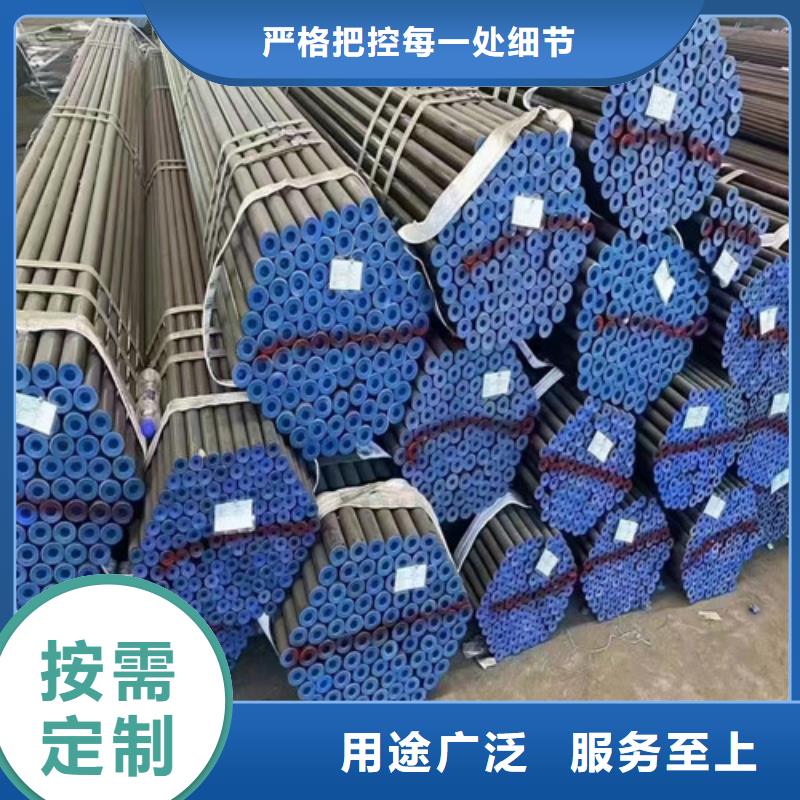
焊接帶磁性無縫鋼管時,經常會看到電弧燃燒不穩定、甚至電弧引燃困難、在磁場中電弧的偏離、液體金屬和渣熔融體從焊接溶池中濺出。為了穩定焊接過程,改善焊接接頭質量,在焊接前必須對被磁化了的鋼管進行消磁。被焊接的鋼管要達到完整消磁是困難的,所以當剩磁不足以影響焊接質量時,便允許進行焊接。



九晨鋼鐵制造有限公司主營: 海南海口流體管生產廠家,我們銷售的不僅僅是產品,更是服務,歡迎新老客戶來電垂詢,公司將與您合作共贏,同創輝煌!
公司承諾:如產品出現質量問題,24小時內派人現場確認處理,請放心購買!
公司堅持技術進步、觀念創新、不斷加強內部管理,建立了現代化企業管理制度,和完善質量保障體系,經過十多年的發展,已形成集生產、經營、科研、開發、技術服務為一體的企業,十多年來通過全體員工的共同努力,能夠準確把握信息和機遇,以較快的速度,不斷積累,不斷完善,并以優質的產品,贏得了廣大客戶的信賴,面對時代的挑戰,我們必定全力以赴,始終堅持以市場為導向,不斷壯大企業規模,企業核心競爭能力,為客戶提供z u i滿意的服務。
我們的宗旨是:“用服務和真誠來換取您的信任和支持,用優質的產品給您做保障,互惠互利,共創雙贏!”我公司愿與各界同仁竭誠合作,共創未來!


鋼材表面易產生結疤。原因有兩點:鋼材材質不均勻,雜質多。材廠家導衛設備簡陋,容易粘鋼,這些雜質咬人軋輥后易產生結疤。 材表面易產生裂紋,原因是它的坯料是土坯,土坯氣孔多,土坯在冷卻的過程中由于受到熱應力的作用,產生裂痕,經過軋制后就有裂紋。
鋼材容易刮傷,原因是材廠家設備簡陋,易產生毛刺,刮傷鋼材表面。深度刮傷降低鋼材的強度。 鋼材無金屬光澤,呈淡紅色或類似生鐵的顏色,原因有兩點二、它的坯料是土坯。材軋制的溫度不標準,他們的鋼溫是通過目測的,這樣無法按規定的奧氏體區域進行軋制,鋼材的性能自然就無法達標。
鋼材的橫筋細而低,經常出現充不滿的現象,原因是廠家為達到大的負公差,成品前幾道的壓下量偏大,鐵型偏小,孔型充不滿。 鋼材的橫截面呈橢圓形,原因是廠家為了節約材料,成品輥前二道的壓下量偏大,這種螺紋鋼的強度大大地下降,而且也不符合螺紋鋼外形尺寸的標準。
鋼材容易刮傷,原因是材廠家設備簡陋,易產生毛刺,刮傷鋼材表面。深度刮傷降低鋼材的強度。 鋼材無金屬光澤,呈淡紅色或類似生鐵的顏色,原因有兩點二、它的坯料是土坯。材軋制的溫度不標準,他們的鋼溫是通過目測的,這樣無法按規定的奧氏體區域進行軋制,鋼材的性能自然就無法達標。
鋼材的橫筋細而低,經常出現充不滿的現象,原因是廠家為達到大的負公差,成品前幾道的壓下量偏大,鐵型偏小,孔型充不滿。 鋼材的橫截面呈橢圓形,原因是廠家為了節約材料,成品輥前二道的壓下量偏大,這種螺紋鋼的強度大大地下降,而且也不符合螺紋鋼外形尺寸的標準。



cqys

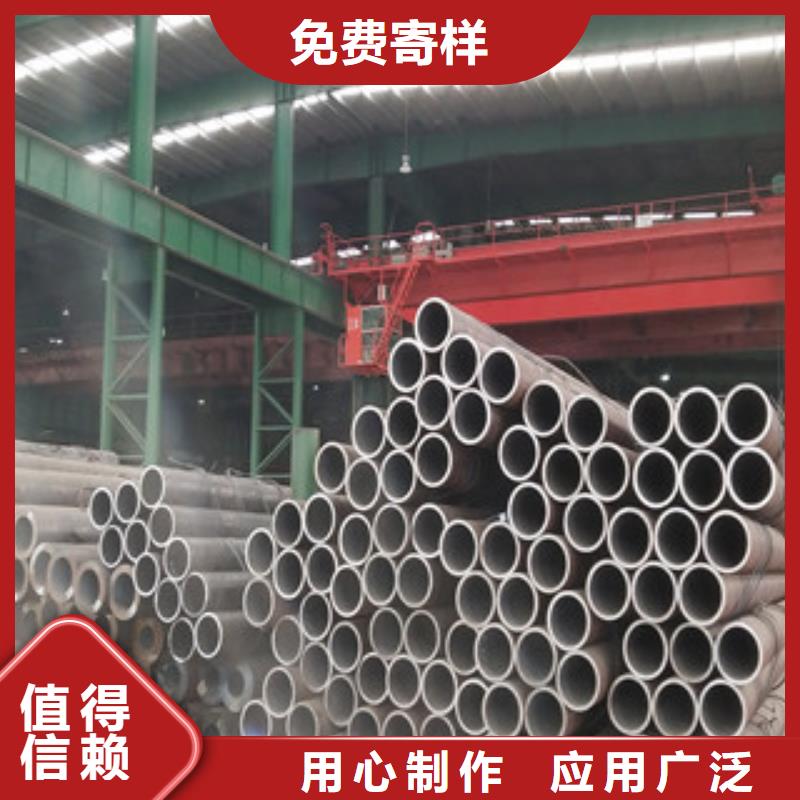
焊接Q345B無縫鋼管時要注意哪些地方呢?下面本公司給您們講解一下!
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。
