


合金H型鋼快速報價")
合金H型鋼快速報價")
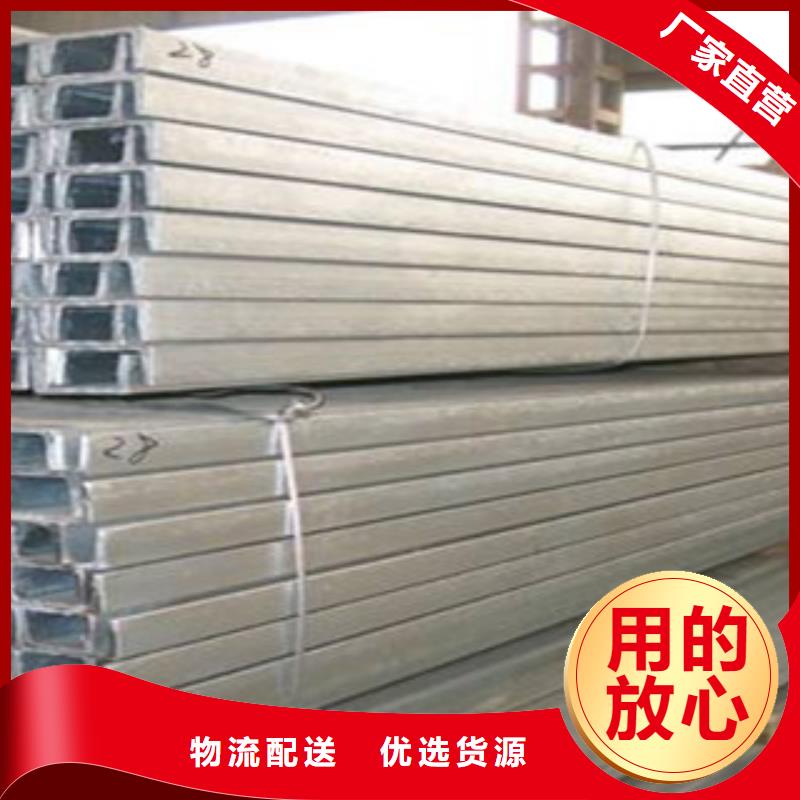
C型鋼都是由C型鋼成型機自動加工成型的。C型鋼成型機根據給定的C型鋼尺寸就可以自動完成C型鋼的成型工藝。
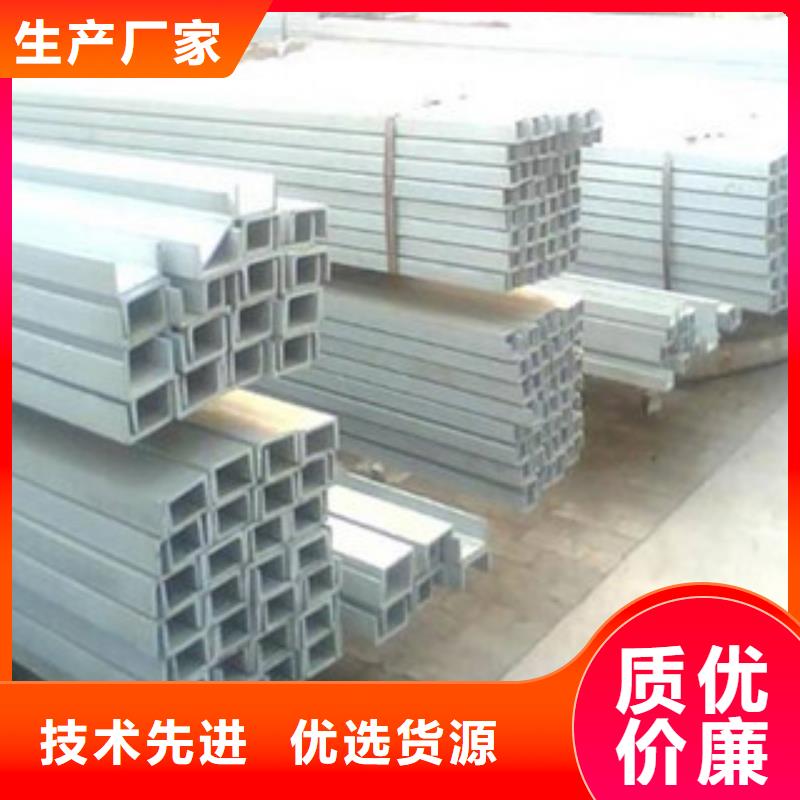
品種名稱:鍍鋅C型鋼、熱鍍鋅電纜橋架C型鋼、 玻璃卡槽C型鋼、玻璃幕墻C型鋼、走線槽C型鋼、 加筋C型鋼、雙抱C型鋼、單邊C型鋼、 手動叉車C型鋼、 不等邊C型鋼、直邊C型鋼、斜邊C型鋼、內卷邊C型鋼、內斜邊C型鋼、屋面(墻面)檁條C型鋼、汽車型材C型鋼、高速公路立柱C型鋼、太陽能支架C型鋼(21-80系列)、 模板支撐C型鋼、設備用精密C型鋼等等。
C型鋼經熱卷板冷彎加工而成,壁薄自重輕,截面性能優良,強度高,與傳統槽鋼相比,同等強度可節約材料30%。
合金H型鋼快速報價")
合金H型鋼快速報價")
合金H型鋼快速報價")
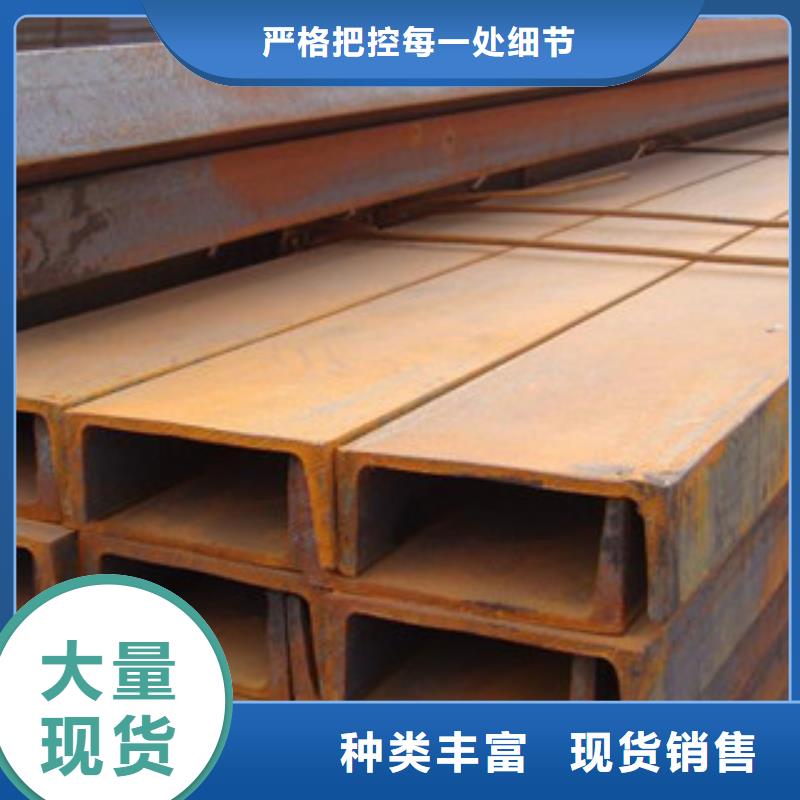
冷彎薄壁型鋼截面的板件有較大的寬厚比,受壓時在構件失去整體穩定之前,個別板件常先局部屈曲。屈曲板件如系有支承和帶卷邊時,屈曲后板件內隨即產生薄膜張力,阻止板件繼續屈曲,因此,板件還可繼續承受荷載,亦即具有屈曲后強度。但繼續加載后,原先均勻受壓截面上的應力呈不均勻分布,所增加的荷載使靠近板件支承處的部分截面上的應力加大。目前,冷彎薄壁型鋼結構的受壓計算中,利用了上述屈曲后強度,采用了基于有效截面的一種簡化方法,即假定到達一定荷載后,板件一部分截面完全退出工作,而由余下的靠近支承處的部分截面抵抗所受全部荷載。此余下的部分截面即稱為有效截面,其寬度稱為有效寬度,有效寬度與厚度之比稱為有效寬厚比。冷彎薄壁型鋼結構的受壓強度和整體穩定,應按有效截面計算。
對一邊支承一邊自由的板件,屈曲后強度不顯著,不能用上述有效截面的概念,而應采用限制其寬厚比的辦法保證構件不先局部屈曲。當其寬厚比滿足容許值時,板件截面全部有效。
合金H型鋼快速報價")
合金H型鋼快速報價")
合金H型鋼快速報價")
合金H型鋼快速報價")
合金H型鋼快速報價")
均一性的試驗法,一般都用硫酸銅試驗,但此方法對于由鋅層和合金層組成的鍍鋅層皮膜測試很有問題。此因鋅層與合金層在硫酸銅試驗液中的溶解速度不同,合金層中也因鋅/鐵的比率差異而不同。所以,以一定浸漬時間的反復次數來判定均勻性并不是很合理。
因此,近歐美規格及JIS中,均有廢止此試驗方法的傾向,以分布取代均一性,以目視或觸感為主,必要時才用膜厚計檢查分布狀態。
又形狀復雜的小構件因面積量測不易,不易求得平均膜厚,有時不得不用硫酸銅試驗法來做參考,但絕不能以硫酸銅試驗取代附著量測定的目的。
合金H型鋼快速報價")
合金H型鋼快速報價")
堅實性所謂堅實性就是鍍鋅層與鋼鐵密合性,主要要求鍍鋅構件在整理、運搬、保管及使用中具有不得剝離的性質,一般檢驗法有錘打法、擠曲法、卷附法等。
錘打法是以錘打擊試片,檢查鍍層皮膜表面的狀態。把試片固定,免得因錘支持臺等高且水平,錘以支持臺為中心,使柄重垂直位置自然落下,以4mm間隔平行打擊5點,觀察皮膜是否剝離以為判斷。但是,距離角或端10mm以內,不得作此試驗,同一處不可打擊2次以上等。此法普遍,適用于鋅、鋁等皮膜堅實測試。其它如擠曲法、卷附法一般很少用,故暫且不提。
一般人常有一種錯誤觀念,往往為了方便量測堅實性,拿兩個鍍鋅鋼材,以邊角互相敲擊,觀察邊角剝落情形以為判斷。若邊角處剛好有幾處較厚的鋅粒。在作業中沒處理好,則一用力敲擊,厚的鋅粒一定會剝落。故此法不能用來判定正常鍍鋅皮膜與鐵基的密合性。
附著量、均一性及堅實性,即為一般規格定義熱浸鍍鋅質量檢驗的項目。亦是一般正式檢驗報告的標準
合金H型鋼快速報價")
合金H型鋼快速報價")
合金H型鋼快速報價")
