

78962<西寧>神悅鋼材有限公司

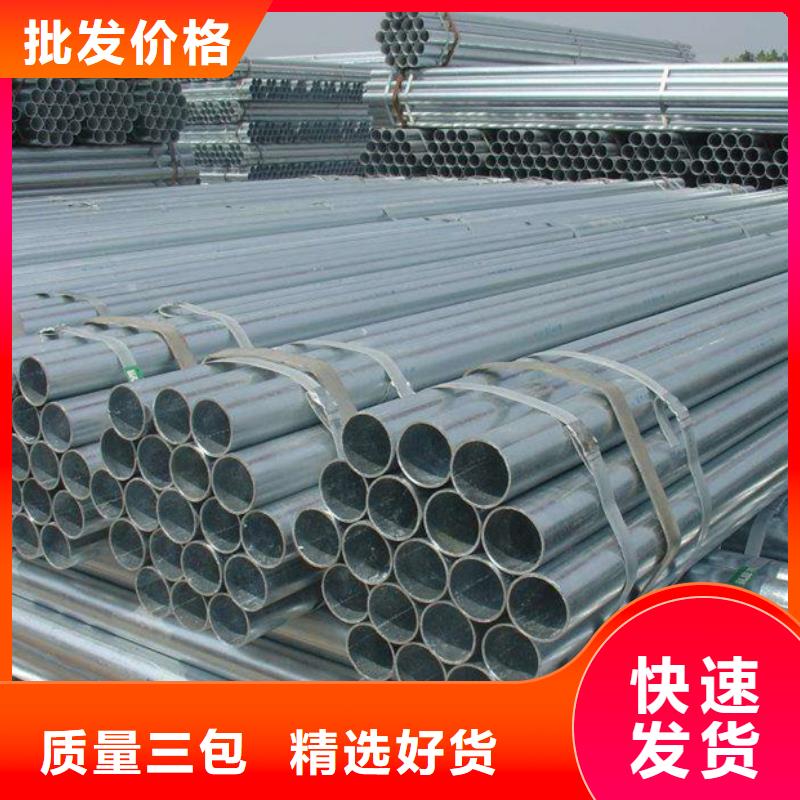
西寧鍍鋅無縫鋼管是無縫管的關鍵材料和類型。就鍍鋅無縫鋼管而言,我們在生產加工制造過程中使用的 步是焊接。常見的焊接鍍鋅無縫鋼管是焊接的。 在大多數情況下,使用焊絲。 焊絲是焊接的關鍵原材料。焊接鍍鋅無縫鋼管必須使用標準焊絲才能達到理想的焊接實際效果。 那么什么是焊絲呢? 焊接鍍鋅無縫鋼管時應該使用哪種焊絲? 西寧16mn鍍鋅管產品工件相遇處的一條金屬材料。 焊絲的原材料一般與產品工件的原材料相同。 焊接鍍鋅無縫鋼管時應該使用什么樣的焊絲? 如果我們要焊接鍍鋅無縫鋼管材料,應該使用哪種類型的焊絲,還有其他類型的焊絲可以使用嗎? 如果焊接鍍鋅無縫鋼管材料時應該使用什么類型和規格的焊絲,鍍鋅無縫鋼管基本上是添加了1%左右的錳,所以焊接特性優良。 西寧鍍鋅螺旋管手工電弧焊時,選用抗壓強度等級為T50的焊絲:506節、507節、502節、503節、552節、553節等; 埋弧自動焊機時,選用焊劑:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊絲; 在CO2氣體保護焊中,常使用H08Mn2Si和H10MnSi。
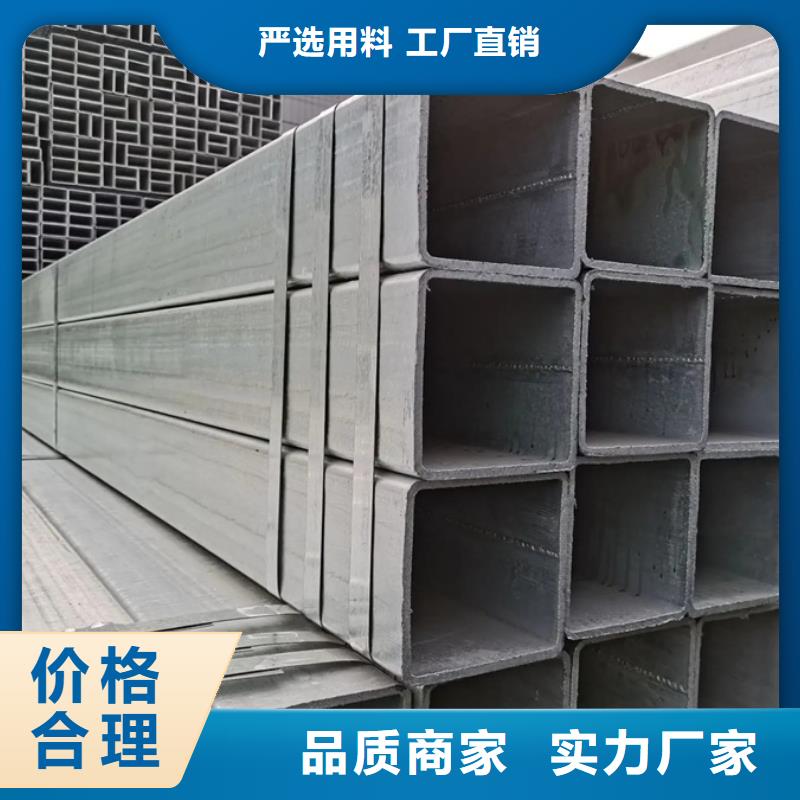
首先,西寧鍍鋅管應分批提交驗收,配料規則應符合相應產品標準的規定。一般情況下,焊接鋼管管徑較小時,一般采用直縫焊,大口徑鋼管多采用螺旋焊。 按鋼管端部形狀可分為圓形焊接鋼管和異形焊接鋼管。 異形焊接鋼管主要是指方形和矩形鍍鋅方管。 按材質和用途不同分為礦用流體輸送用焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥用電焊鋼管。 根據現行 標準中的規格尺寸表,外徑和壁厚從小到大排序。其次,在西寧鍍鋅方管的檢驗過程中,應進行的檢驗項目、取樣數量、取樣部位和試驗方法應符合相應產品標準的規定。 經需方同意,熱軋無縫直縫鋼管可按軋根組分批取樣。 在分析檢測結果時,如果某項不符合產品標準的要求,應剔除不合格的,從同批次的直縫鋼管中抽取雙倍的樣品進行檢驗。 重新檢驗合格的項目。復檢不合格的,該批直縫鋼管不予發貨。 如果復檢結果仍不合格,則鍍鋅方管需一根一根驗收,或重新熱處理,重新提交一批驗收。 產品標準未作特別規定的,應按冶煉成分對鍍鋅方管的化學成分進行驗收。

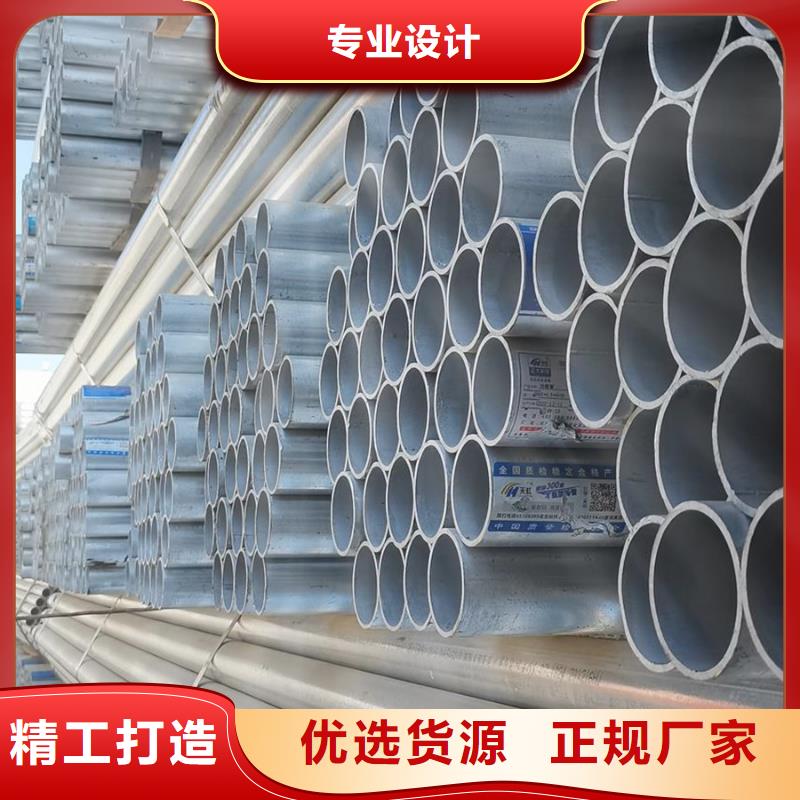
西寧鍍鋅管加工工藝涂層加工工藝與涂層的質量密切相關。規定涂布輥、涂料輥、計量輥與印版的相對線速比應控制在一定范圍內。應根據不同的管理制度和涂層材料。根據安裝產品的膜厚,為建筑涂料設定一定的粘度范圍,保證涂料的順利發展,促進產品質量的提高。建筑涂料的干燥固化過程,烘箱操作必須按要求控制,不能隨意改變,否則會嚴重影響鍍鋅無縫管涂料產品的偏色和特性。 西寧16mn鍍鋅焊管因其優異的抗壓強度和耐久力而成為流行的管件,但不必立即應用。 只需在使用前適度調整管件的狀況,以確保其能夠正常工作。 其中,拋光處理是比較關鍵的一環,可以提高管件的實用效果。 研磨拋光是通過對原材料表層進行鉆孔和塑性變形以去除研磨拋光后的凸部而獲得光滑表面的一種研磨拋光方法。 一般采用油石條、毛輪、磨砂紙等,手工制作的龍頭,獨特的零件,例如在旋轉體表面,可以使用轉臺等輔助軟件,超 對工藝性能要求高的可采用精磨拋光法。 超細研磨拋光是一種特制的模具。
