






一、及時的清理工作臺面及鋸架內的切屑,以免堵塞鋸齒。
二、經常檢查冷卻液與液壓油的清潔度與容量,及時過濾或增添,保證供油、供液充足。
1、點動運轉按鈕,檢查鋸條是否按逆時針運轉。檢查其它按鈕是否正確。2、將鋸條套到兩輪上,并卡入導向輪和導塊中,用扭力扳手轉動帳緊螺桿張緊鋸條,張緊扭力為20-25N.m,聽到扭力扳手發出咯咯聲或看到指針讀數即可。3、調整溢流閥,將液壓系統壓力調至1.8MPa(看壓力表),檢查有無管路漏油,油箱內油液中若有氣泡,說明回路中存在空氣。
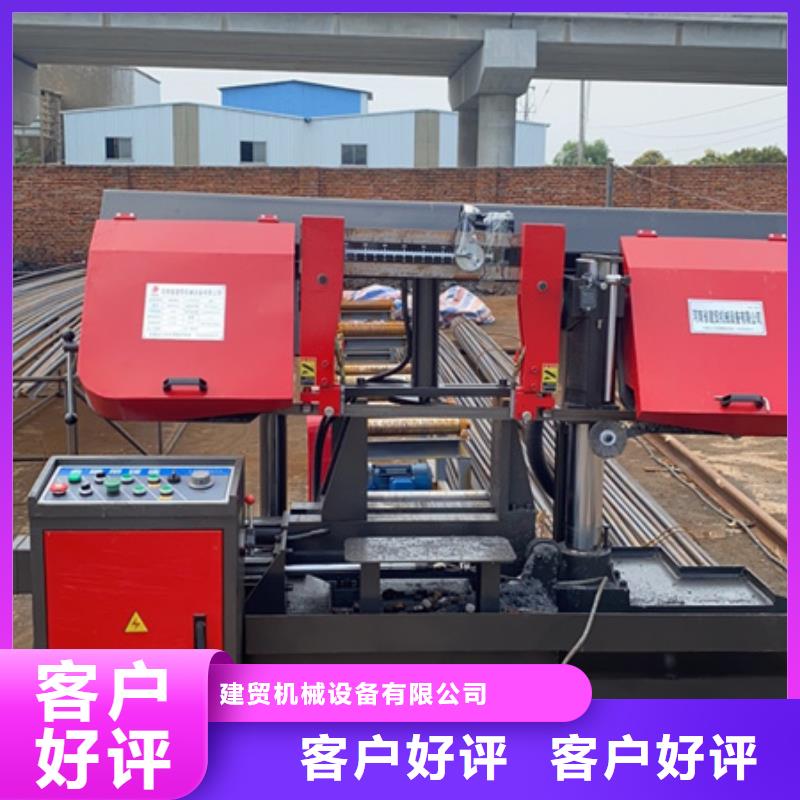
鋸床它主要是由底座、床身、立柱、鋸梁、傳動機構、導向裝置、張緊裝置、送料架、液壓傳動系統、電氣控制系統以及潤滑和冷卻系統所組成的。
易切鋼為%,度鋼為%,其他資料為%。 切削液的運用要注意以下幾點:)為避免切削液因化學改變,下降功用,運用機床切削液的容器:管路、水泵,要用金屬清洗劑完全清洗,并用自來水沖刷,再用潔凈棉紗抹潔凈。(不能用洗衣粉、皂水清洗)。)直接用自來水和清潔水配制,不必加熱和其它處理。)定時查看切削液是否發霉、發臭、鏟除雜物、鐵屑,必要時替換切削液
帶鋸床油一熱液壓柱升不起來的原因分析
帶鋸床液壓油在使用過程中會因摩擦、外力作用等因素造成油溫升高,油溫升高之后液壓油粘度下降,達不到原有標準,在液壓油油溫升到度以上時液壓油基本無常工作。液壓油油溫升高粘度下降后,液壓柱下降過程不受影響,因為油液處于釋放狀態,液壓柱靠重力作用即可下降;液壓柱上升過程中液壓油需通過油泵所施加壓力將壓力傳遞至油缸活塞上將液壓柱頂起,但油溫升高后粘度下降,無法達到正常的壓力傳遞,帶鋸床液壓柱上升緩慢或無法上升;
<淮北>建貿機械設備有限公司
5、鋸床排屑鋼絲刷停止工作或過 度 磨損,主要表 現 在加工過 程 中不能有效掃除鋸條齒部間鋸屑,而帶入下次切割循環中,導 致 切削殘留,造成鋸床鋸條打齒。建議定時更換鋸床鋼絲刷。
6、切削液使用濃度過低,不能很好的降 低 齒尖局部熱量,沒有起到維 護 鋸條的作用。
鋸床加工化、范圍擴大化。提 高 鋸切效率,尤其是提 高 厚材及硬金屬鋸切效率,避免鋸切成為整條生產線的瓶頸,一直是鋸切及鋸床技術領域多年關注的焦點。河南建貿機械鋸床鋸切不銹鋼切削率達45cm2 min。大大提 高 生產效率,改 善 了鋸切加工的經濟性。鋸切范圍擴大化已是趨勢,如目前我國大的帶鋸床G4240型鋸床可切割直徑為直徑40cm以下整捆鋼筋、管料和空心料。
 96669
jmc
96669
jmc
2、進給速度,在給定的范圍內,可進行無級調整。
3、液壓虎鉗夾緊材料,為了鋸切短料時不穩抖動造成拉齒。
4、由于其切削刀具,采用國外的、薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是中小型企、事業單位切割大型鋼胚、一種具有顯節材又節能的效率高的切割刀具。
5、結構布局合理,使用維修方便,是中、小型材料鋸切效率高節能的理想設備。關鍵件的選用:1.電氣:德國施耐德;2.軸承:日本NACHI軸承; 鋸床使用規范:本廠始終定位于生產精良機械,努力優化產品結構,從零件加工到整機加工,都逐一經過嚴格的控制與檢驗。雄厚的經濟實力,先進的技術設備,完善的檢測手段,務實的工作作風,以及的全程管理,構筑了產品的優良品質。
帶鋸床通過液壓油缸夾緊、利用光柵尺長度測量裝置或步進(伺服)電機驅動絲桿、齒輪齒條的送料方式,可以自動測量送料長度和計算送料次數,當達到設定的鋸切次數時,鋸床自動停機。自動送料方式適合大批量生產,具有速度快,鋸切長度穩定,一人可操作多臺鋸床等優點。大大減少人員操作提高生產效率。
送料裝置在帶鋸床中的實際應用表明,選擇合理的交流伺服系統能夠滿足控制系統響應速度快、速度精度高、魯棒性強的要求,實際應用位置控制精度 在±0.1mm左右且可避免累積誤差。由于帶鋸床鋸條位置是固定的,而鋸切的位置是不同的,因此必須將工件送到鋸切位置處,一般鋸床的送料方式有三種:
人工送料
通過人工利用送料架將材料送到鋸切位置,手動或利用鋸床定尺測量需鋸切的尺寸,這種方式適合于小規格材料。
