

想要直觀了解無(wú)縫鋼管15crmog合金管源頭廠商產(chǎn)品嗎?別猶豫,快來(lái)觀看我們的視頻,讓產(chǎn)品自己說(shuō)話!
以下是:無(wú)縫鋼管15crmog合金管源頭廠商的圖文介紹
縫鋼管15crmog合金管源頭廠商")
帶為原來(lái)富含合金元素和雜質(zhì)的樹(shù)枝間區(qū)域。無(wú)縫鋼管熱軋低碳鋼、中碳石油裂化管在緩冷過(guò)程中會(huì)出現(xiàn)先共析鐵素體和珠光體交替相間的顯組織帶狀,無(wú)縫鋼管這些不同的組織是固態(tài)相變的產(chǎn)物。這種帶狀組織稱為二次帶狀。二次帶狀的形成意味著碳在固態(tài)相變中發(fā)生了不均勻的重新分布,稱為二次碳偏析。一般所謂石油裂化管中的帶無(wú)縫鋼管狀組織,也即上述觀察到的帶狀組織即為二次帶狀組織。
縫鋼管15crmog合金管源頭廠商")
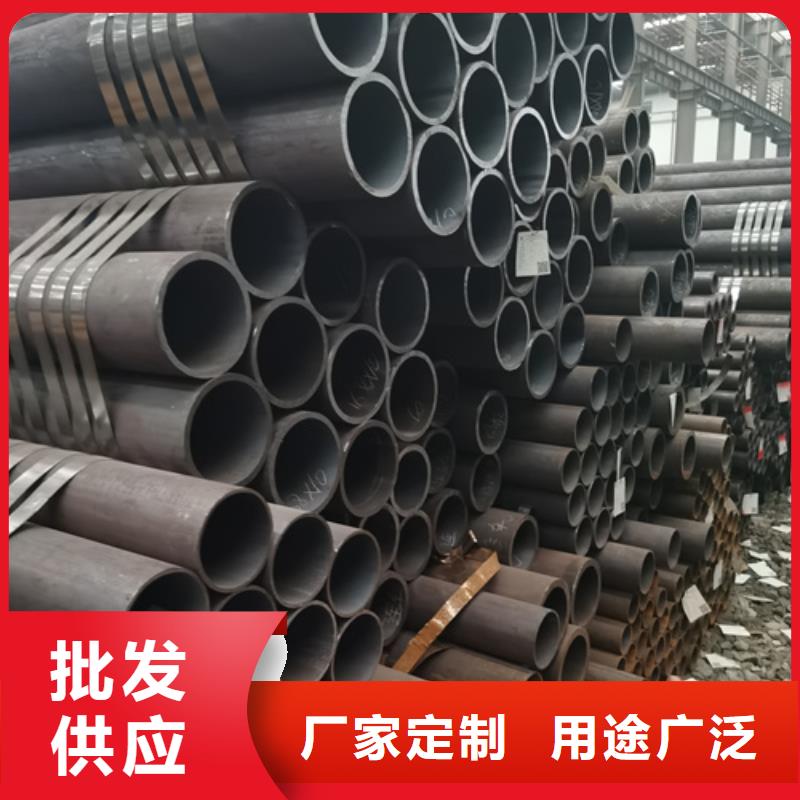
按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
1.1、熱軋無(wú)縫鋼管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,無(wú)縫鋼管截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動(dòng)軋管機(jī)上繼續(xù)軋制。 經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋無(wú)縫鋼管是較先進(jìn)的方法。
1.2、無(wú)縫鋼管若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。無(wú)縫鋼管冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。
1.3、無(wú)縫鋼管擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的無(wú)縫鋼管模孔中擠出。此法可生產(chǎn)直徑較小的鋼管。
縫鋼管15crmog合金管源頭廠商")
縫鋼管15crmog合金管源頭廠商")
無(wú)縫鋼管
GB5310(高壓鍋爐用無(wú)縫鋼管)上規(guī)定外徑大于或等于76mm,且壁厚≥14mm的鋼管應(yīng)在20℃進(jìn)行夏比V型縱向沖擊試驗(yàn);三個(gè)試樣沖擊功的平均值應(yīng)不低于40J,允許一個(gè)試樣的沖擊功低于平均值,但不低于平均值的70%。外徑>219.1mm,且壁厚≥25mm的鋼管可用橫向力學(xué)性能試驗(yàn)代替縱向力學(xué)性能試驗(yàn)。在20℃進(jìn)行夏比V型橫向沖擊試驗(yàn),大口徑管做橫向力學(xué)性能試驗(yàn)要方便一些 。 無(wú)縫鋼管標(biāo)準(zhǔn)于1998年5月首次發(fā)布。本標(biāo)準(zhǔn)代替GB/T17395—2008《無(wú)縫鋼管尺寸、外形、重量及允許偏差》本標(biāo)準(zhǔn)規(guī)定了無(wú)縫鋼管尺寸、外形、重量及允許偏差。本標(biāo)準(zhǔn)適用于制定各類(lèi)用途的平端無(wú)縫鋼管標(biāo)準(zhǔn)時(shí),選擇尺寸、外形、重量及允許偏差。本標(biāo)準(zhǔn)與GB/T17395—1998相比,主要變化如下:
縫鋼管15crmog合金管源頭廠商")
縫鋼管15crmog合金管源頭廠商")
縫鋼管15crmog合金管源頭廠商")
多年來(lái)堅(jiān)持守約、保質(zhì)、薄利、重義的經(jīng)營(yíng)理念,多鑫天德實(shí)業(yè)發(fā)展有限公司與廣大客商建立了牢固的合作關(guān)系,受到了廣大客戶的贊同。公司讓利于 內(nèi)蒙古鄂爾多斯擠壓無(wú)縫鋼管客戶,裝車(chē)免費(fèi),節(jié)假日照常發(fā)貨,歡迎廣大客戶朋友光臨惠顧!
縫鋼管15crmog合金管源頭廠商")
縫鋼管15crmog合金管源頭廠商")
點(diǎn)擊查看多鑫天德實(shí)業(yè)發(fā)展有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
