您的位置>首頁 >大同本地今日新聞 >
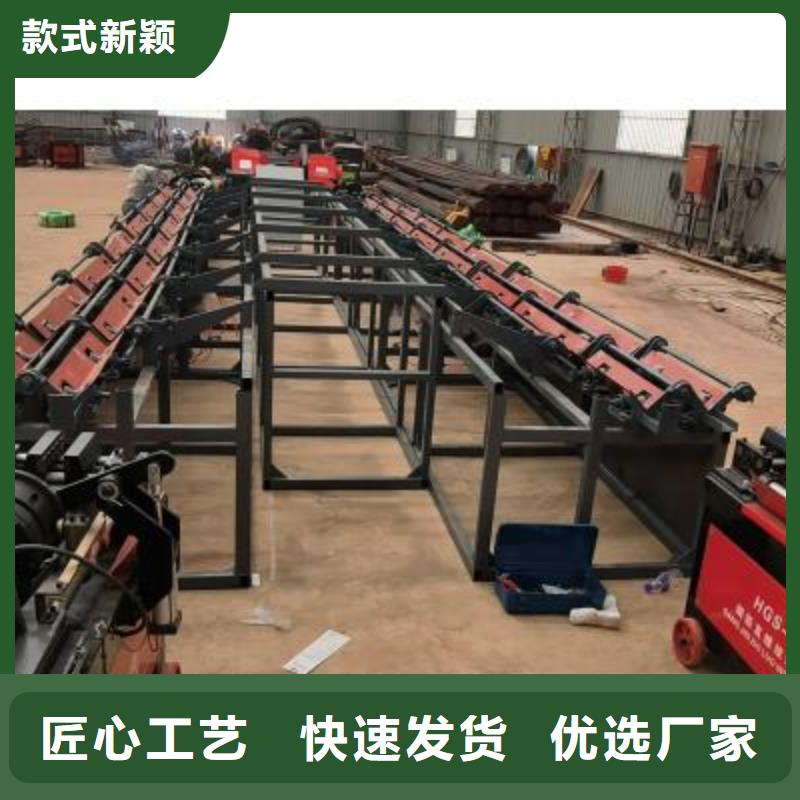
數控鋼筋自動套絲生產線價格優惠
更新時間: 2025-01-17 10:46:37 瀏覽次數:13
以下是:數控鋼筋自動套絲生產線價格優惠的產品參數
| 產品參數 |
|---|
| 產品價格 | 18000 |
|---|
| 發貨期限 | 24h |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 包郵 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 優級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 河南建貿 |
|---|
| 產品規格 | JMGSX-500 |
|---|
| 發貨城市 | 長葛 |
|---|
| 產品產地 | 河南 |
|---|
| 可售賣地 | 全國 |
|---|
| 型號 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名稱 | 金屬帶鋸床 |
|---|
| 材質 | 金屬 |
|---|
| 品牌 | 河南建貿機械 |
|---|
以下是:數控鋼筋自動套絲生產線價格優惠的圖文視頻
導讀 數控鋼筋自動套絲生產線價格優惠,建貿機械 有限公司為您提供數控鋼筋自動套絲生產線價格優惠的資訊,聯系人:趙艷杰,電話:13298459090、13298459090,QQ:2060712089,發貨地:許昌老城鎮發貨到山西省 大同市 礦區、南郊區、新榮區、陽高縣、天鎮縣、廣靈縣、靈丘縣、渾源縣、左云縣。 山西省,大同市 大同市,古稱云中、平城、云州,別稱中國煤都。山西省轄地級市,Ⅱ型大城市,山西省第二大城市,國務院批復確定的中國晉冀蒙交界地區中心城市之一和重要的綜合能源基地。截至2022年,全市下轄4個區、6個縣,總面積14176平方千米,常住人口310.0萬人,城鎮人口228.5萬人,城鎮化率73.7%。
想要了解數控鋼筋自動套絲生產線價格優惠產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:數控鋼筋自動套絲生產線價格優惠的圖文介紹


以前圓鋼兩頭制作的螺紋是用搓絲機,把確定長度的圓鋼在搓絲機上的兩塊搓絲板上滾動擠壓成型螺紋,主要適合短小型圓鋼螺紋制作。搓絲機的缺點是制作出來的螺紋抗拉強度小,并且圓鋼需要滾動,對于較長圓鋼螺紋制作非常不方便。還有就是搓絲機體積大而重,不適合流動作業。還有就是用通用車床車螺紋,那就更不方便了,要經常磨刀不算,需要多次成型,還要有技術好的車床師傅來保證螺距螺角的標準,而且圓鋼也需要轉動,車床體積更大更重。圓鋼套絲機非常適合當前施工要求的一種新的機械。一種專門為圓鋼螺紋制作的機械。1.刀具運用市場上通用的標準圓板牙,采購方便且便宜。而且可以運用市場上的左牙圓板牙制作左旋螺紋。2.制作出來的螺紋標準。



十多年的發展歷程,歷經坎坷,走向輝煌,腳踏實地”的奮斗與奉獻,建貿機械 有限公司將勵精圖治,勇往直前,開拓創新,愿與 山西大同液壓噴濕機廠家業界同行攜手共進,共創中國 山西大同液壓噴濕機廠家事業新的輝煌。
數控鋼筋自動套絲生產線價格優惠


可更換新刀片。滾絲輪滾軋一定數量的絲頭后,因磨損或牙形損壞,不能滾軋出合格絲頭時,應更換新滾絲輪。更換新滾絲輪時,調整螺距的墊圈務必安裝正確,否則不能使用。1)無冷卻液時嚴禁滾軋加工螺紋。2)冷卻液務必用水溶性切削液,嚴禁使用油性溶液,更不可用油代替。天氣寒冷地區在施工完后應將切削液放出,凍壞冷卻系統。3)待加工的鋼筋端部應平整,必須用無齒據下料。且在端部500mm長度范圍內應圓直,不允許彎曲,不允許將氣割或鋼筋切斷機下料的端頭直接加工。4)在初始切削時進給應均勻,切勿猛進,以防刀刃崩裂。5)滑桿及滑板應經常清理并涂機械潤滑油。6)鐵屑應及時清理干凈。(應在斷電狀態下清理)。7)冷卻液應半月清理一次。



接頭采用等強直螺紋連接技術進行施工,鐓粗機采用LD800型號,根據行業標準要求鐓粗壓力根據鋼筋的直徑有關取不同的壓力,如Φ28鋼筋則取24~26MPa,用高壓油泵并經過標定自身帶有壓力表,主要將鋼筋端頭鐓粗至標準的油表讀數要求壓力即可,用眼睛可直接判斷,在每批鋼筋加工前作鐓頭試驗,以鐓粗量合格為標準來調整***鐓粗壓力和縮短量。(二)切削直螺紋(采用砂輪切割機進行)。設備介紹:數控鋼筋端面銑平機是我公司自主研發的針對鋼筋直螺紋連接絲口處理一款高性價比機器。本機以鋼筋平面處理,確保鋼筋端面平直一致;提高鋼筋抗拉強度,施工速度快,效率高,保證工程質量。為了進一步提率前后兩端端銑設備,在使用時架體上可以放置多根的螺紋鋼,在前端加工完成后,后端的加工設備開始加工處理;對于兩臺設備而言均不會存在等待時間。
調換與滾絲輪螺距相適宜的墊圈,以保證螺距的正確性,螺距與墊圈厚度的關系見表二。

總結 您是想要在山西省大同市采購高質量的數控鋼筋自動套絲生產線價格優惠產品嗎?建貿機械 有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的數控鋼筋自動套絲生產線價格優惠產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:趙艷杰-13298459090,QQ:2060712089,地址:《老城鎮》。