


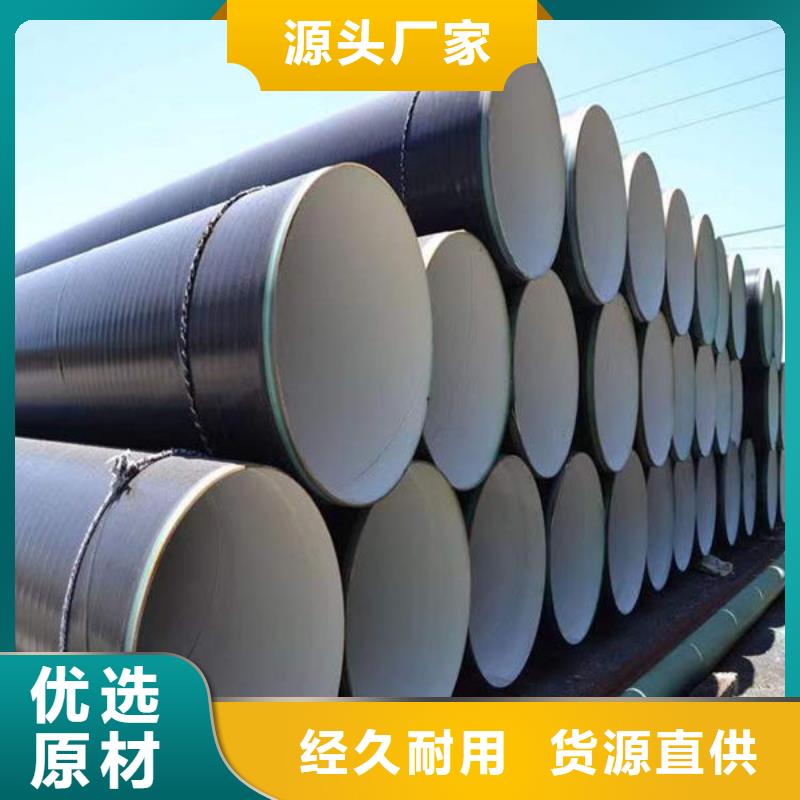



螺旋鋼管焊接時,為保證焊接質量而選定的諸物理量(如:焊接電流、電弧電壓、焊接速度、線能量等)的總稱。選擇合適的焊接工藝參數,對提高焊接質量和提高螺旋鋼管鋼材生產效率十分重要。焊接工藝參數(焊接規范)是指焊接時為保證螺旋鋼材焊接質量而選定的諸多物理量。焊接電源種類和極性的選擇焊接電源種類:交流、直流極性選擇:正接、反接正接:焊件接電源正極,焊條接電源負極的接線方法。反接:焊件接電源負極,焊條接電源正極的接線方法。極性選擇原則:堿性焊條常采用直流反接,否則,電弧燃燒不穩定,飛濺嚴重,噪聲大,酸性焊條使用直流電源時通常采用直流正接。盛寶螺旋管可以做打樁、支撐、橋梁、高炮廣告牌。螺旋鋼管加工可以用來保溫,小區供暖、熱力網鋪設、電廠蒸汽輸送。螺旋鋼管加工成防腐,自來水管道、地埋排污。可用作打樁管、作橋梁;碼頭、道路、建筑結構用管,海洋打樁管等,應用領域和范圍廣泛。
螺旋鋼管按工作方式如何分類?螺旋鋼鋼材管輸水灌溉系統按工作方式可分為移動式、半固定式和固定式。1. 移動式。除水源外管道及分水設備都可移動機泵有的固定有的也可移動。螺旋鋼管多采用薄膜塑料軟管(小白龍)或維綸涂塑軟管簡便易行成本低使用靈活適應性強能夠跨溝過路任意轉彎。但薄膜塑料軟管不耐用易破損壽命一般只有1-2年。在高稈作物生長后期因為作物長得高在行間地壟里移動軟管有困難。2.半固定式管道系統的部分固定另一部分移動。一般干管或干、支管為固定地埋管由分水口連接移動軟管輸水入田間。這種形式支管間距較大出水口間距也大相應也減少了固定地埋管用量降低了單位面積投資但灌水時由于經常移動田間地面軟管勞動強度大工作條件差。3. 固定式。低壓管道輸水灌溉系統中的各級管道及分水設施均埋入地下固定不動。給水栓或分水口直接分水進入田間溝畦沒有軟管連接。田間毛渠較短固定螺旋鋼管密度大標準高。這類系統運行管理方便灌水均勻但一次性投資相應較大。
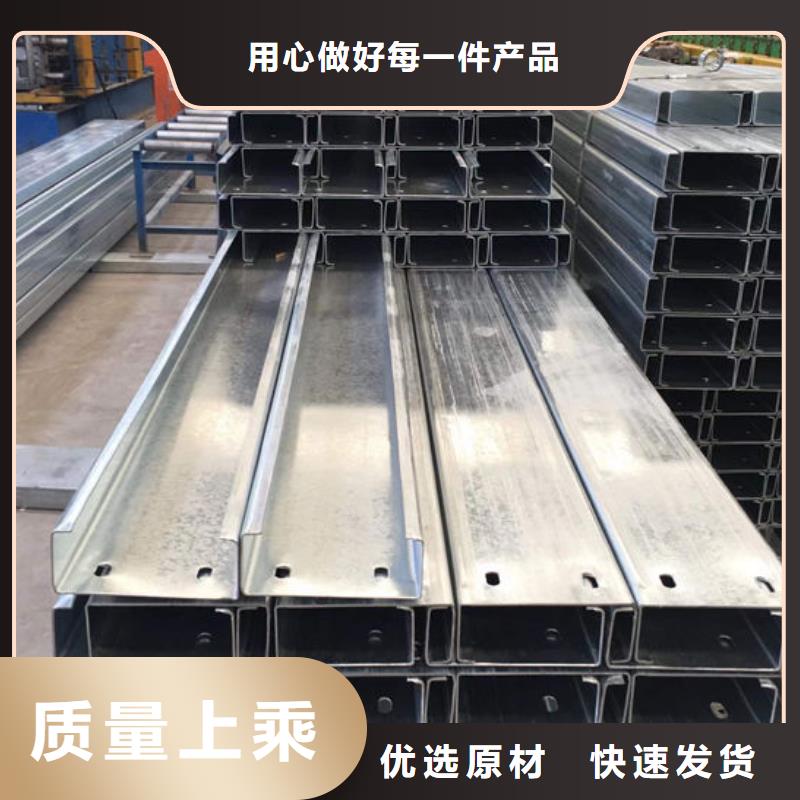
角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的 兩個邊寬相等。其規格以邊寬×邊寬×邊厚的毫米數表示。如"∟30×30×3",即表示邊寬為 30毫米、邊厚為3毫米的等邊角鋼。等邊角鋼理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其為: W (重量, kg ) = F (斷面積 mm2 )× L (長 度, m )×ρ(密度, g/cm3)× 1/1000 鋼的 密度為: 7.85g/cm3等邊角鋼的表面質量在標準中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。等邊角鋼幾何形狀偏差的允許范圍在標準中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定角鋼不得有顯著的扭轉。
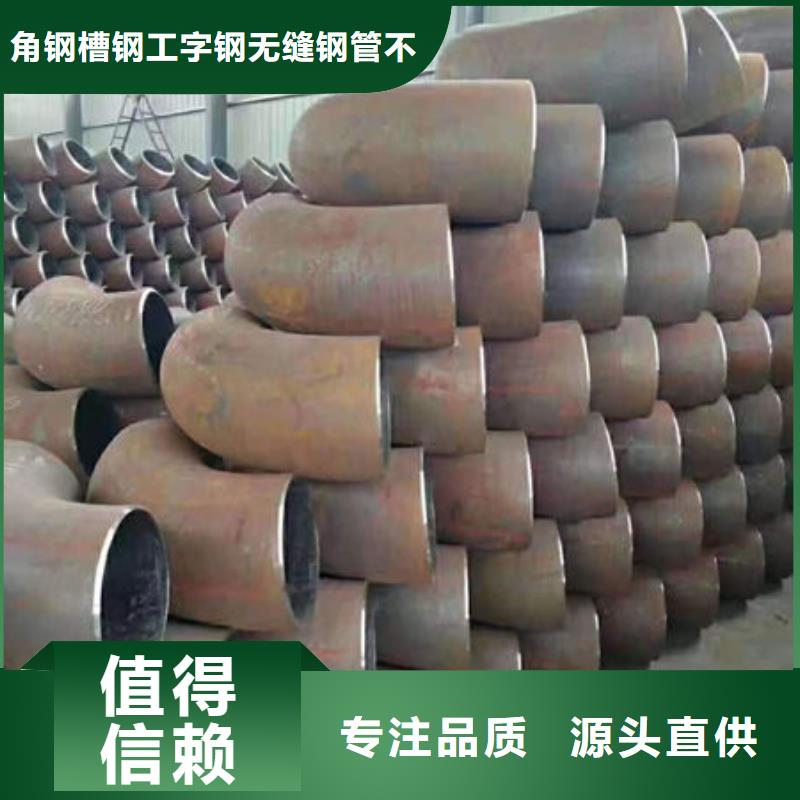
無縫鋼管發展歷史德國人曼尼斯曼兄弟于1885年首先發明二輥斜軋穿孔機,1891年又發明周期軋管機,1903年瑞士人施蒂費爾(R.C.Stiefel)發明自動軋管機(也稱頂頭式軋管機),以后又出現了連續式軋管機和頂管機等各種延伸機,開始形成近代無縫鋼管工業。20世紀30年代由于采用了三輥軋管機、擠壓機、周期式冷軋管機,改善了鋼管的品種質量。60年代由于連軋管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了無縫管與焊管競爭的能力。70年代無縫管與焊管正并駕齊驅,世界鋼材產量以每年 5%以上的速度遞增。中國1953年后重視發展無縫鋼管工業,已初步形成軋制各種大、中、小型管材的生產體系。銅管一般也采用錠坯斜軋穿孔、軋管機軋制、盤管拉伸工藝。
