您的位置>首頁(yè) >本溪當(dāng)?shù)仡l道中心 >
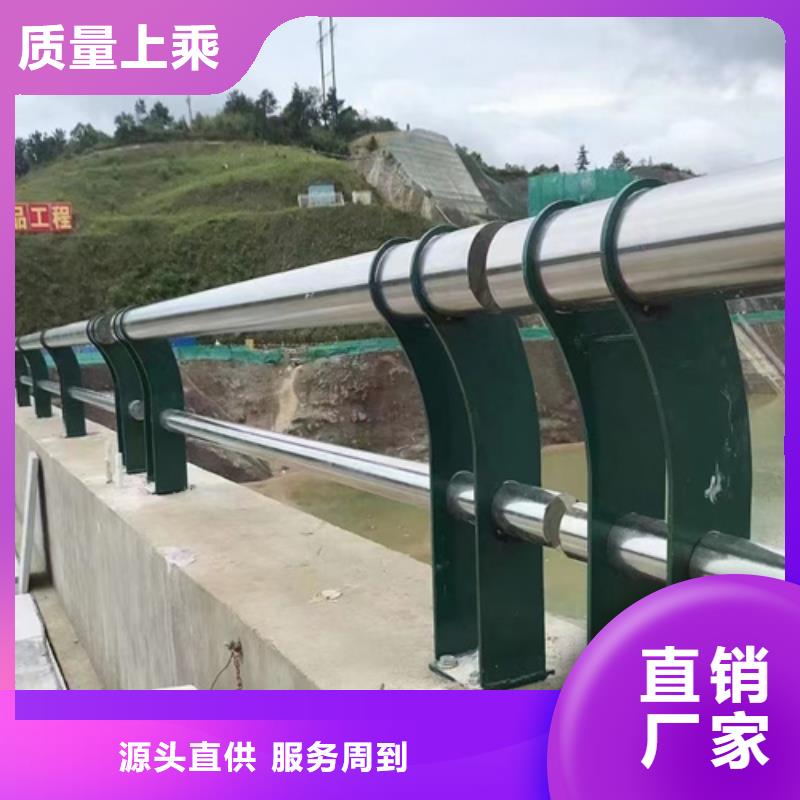
橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴
更新時(shí)間: 2025-01-06 17:02:56 瀏覽次數(shù):4
以下是:橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電聯(lián)/米 |
|---|
| 發(fā)貨期限 | 3-7天 |
|---|
| 供貨總量 | 99999 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電聯(lián) |
|---|
以下是:橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴的圖文視頻
導(dǎo)讀 您是想要在遼寧省本溪市采購(gòu)高質(zhì)量的橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴產(chǎn)品嗎?宏達(dá)友源金屬制品有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:張經(jīng)理-13869577911,QQ:508035490,地址:《聊城經(jīng)濟(jì)開發(fā)區(qū)聊牛路與東環(huán)路向東6公里發(fā)貨到遼寧省 本溪市 溪湖區(qū)、明山區(qū)、南芬區(qū)》。 遼寧省,本溪市 本溪市地區(qū)在夏、商時(shí)期分別屬于青州、營(yíng)州。秦時(shí)期屬遼東郡襄平縣。東漢時(shí)期曾改屬玄菟郡。魏晉及后數(shù)百年間歸屬次更迭。唐時(shí)期,屬安東都護(hù)府遼城州,后屬渤海國(guó)所轄。元代屬遼陽(yáng)行省遼陽(yáng)路東寧府遼陽(yáng)縣。明代歸遼東都指揮使司所轄。清光緒三十二年(1906年),設(shè)置本溪縣。1992年7月25日國(guó)務(wù)院批準(zhǔn)本溪市為“較大的市”。
欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴")
宏達(dá)友源金屬制品有限公司
宏達(dá)友源金屬制品有限公司
宏達(dá)友源金屬制品有限公司
欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴")
宏達(dá)友源金屬制品有限公司
宏達(dá)友源金屬制品有限公司
不銹鋼防撞護(hù)欄焊接要領(lǐng)1.采用帶有高頻、脈沖裝置的氬弧焊機(jī)焊接,氣體保護(hù)措施與焊純不銹鋼一樣,鎢極焊針用Ф1.6㎜焊絲用Ф0.8~Ф1.2㎜牌號(hào)HOCr2NN(即304焊絲),焊接電流點(diǎn)焊時(shí)可稍大40~50A,連焊時(shí)控制20~40A,焊接速度一般15~25㎝/min。焊接時(shí)要保護(hù)氣體為氬氣,純度為99.99%。當(dāng)焊接電流為50~50A時(shí),氬氣流量為8~0L/min,當(dāng)電流為50~250A時(shí),氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長(zhǎng)度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過(guò)5mm2.將對(duì)焊處兩端磨坡口,為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應(yīng)保持80~85°角填充焊絲與工件表面夾角應(yīng)盡可能地小,一般為0°左右。。3.采用低電壓小電流(20A~30A),氬氣調(diào)節(jié)到0.5Mpa左右,對(duì)復(fù)合管聯(lián)接處進(jìn)行填焊,對(duì)需要透焊的復(fù)合管,采用兩次焊接方式,先將內(nèi)層碳素鋼管焊好,再將表層不銹鋼層焊接(兩次焊接均采用氬弧焊),在焊接過(guò)程中,若發(fā)現(xiàn)穿孔,咬邊等缺陷,說(shuō)明電流偏大,可調(diào)小。如管材焊不透,則電流偏小,可適當(dāng)調(diào)大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當(dāng),不要太大,一般在1㎜之內(nèi)間隙。4.復(fù)合管焊好后,先用砂輪片打磨,再用80~320目的千頁(yè)輪磨平,如有需要再用布輪加臘拋光即可。因復(fù)合管表層不銹鋼壁厚在0.3~0.6㎜左右應(yīng)注意不要過(guò)份打磨否則很容易將不銹鋼表層磨破露出鋼管這樣就需要修補(bǔ)加大了工作量.可在施工前先切一小段試焊熟悉一下一般能焊純不銹鋼薄壁管經(jīng)驗(yàn)較豐富的工人在半天內(nèi)即可掌握焊接要領(lǐng).。
以下是道路防撞護(hù)欄的施工裝置要求和關(guān)鍵,小伙伴們一同來(lái)看看吧路途防撞護(hù)欄好比是一條公路的"帶"要使這條"帶"愈加,還需要咱們的研究、規(guī)劃人員在這方面投入更多的力量。 隨著高等級(jí)公路不斷向山嶺重丘區(qū)延伸,許多山區(qū)公路穿行于陡崖峭壁、深溝大壑之間,因此設(shè)置、有用的護(hù)欄火燒眉毛。道路防撞護(hù)欄施工裝置要求和關(guān)鍵:有必要要按事前的招標(biāo)文件實(shí)施選購(gòu)資料,全部資料按文件要求要有包羅萬(wàn)象的資料質(zhì)量證實(shí)書。波形護(hù)欄的資料大部分是鍍鋅資料,此種資料要做好防腐處置,螺釘處置后要涂酥油,還要實(shí)施潤(rùn)滑油,在出廠前做好包裝,避免運(yùn)送待工時(shí)生銹。防撞護(hù)欄、總的開工有以下順著次第,先單面護(hù)欄開工,后雙面護(hù)欄開工,終行防眩裝置,裝置后行按斷自檢,嚴(yán)明扼制質(zhì)量。需求15人,運(yùn)送一組,修理,勘察,裝置,打樁,這個(gè)之外還配備打樁機(jī),電焊機(jī)和載重機(jī)。安插導(dǎo)向器,承認(rèn)立柱點(diǎn),按導(dǎo)向器的導(dǎo)向打孔,保證鉛直,打入過(guò)深與過(guò)淺都要趁早更正,嚴(yán)明按照?qǐng)D紙實(shí)施立柱裝置,立柱與路途線性徹底一樣,深度合乎預(yù)設(shè),況且鉛直路面。假如顯露出來(lái)打樁艱難時(shí)刻,應(yīng)該回填,并作益處置,認(rèn)為適宜而使用開挖的辦法開工。
總結(jié) 今年在遼寧省本溪市購(gòu)買橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴有了新選擇,宏達(dá)友源金屬制品有限公司始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的橋梁常用防撞護(hù)欄、橋梁常用防撞護(hù)欄廠家直銷-值得信賴產(chǎn)品。如需購(gòu)買或咨詢,請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:張經(jīng)理-13869577911,QQ:508035490,地址:經(jīng)濟(jì)開發(fā)區(qū)聊牛路與東環(huán)路向東6公里。