您的位置>首頁(yè) >漢中本地?zé)釀?dòng)態(tài) >
優(yōu)質(zhì)內(nèi)外防腐鋼管廠家
更新時(shí)間: 2024-12-29 23:30:40 瀏覽次數(shù):3
以下是:優(yōu)質(zhì)內(nèi)外防腐鋼管廠家的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電議/米 |
|---|
| 發(fā)貨期限 | 3日內(nèi) |
|---|
| 供貨總量 | 99999 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級(jí) | A |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | Q235b |
|---|
| 產(chǎn)品品牌 | 天合元 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 河北 |
|---|
| 產(chǎn)品產(chǎn)地 | 河北 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號(hào) | 齊全 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 不等 |
|---|
| 質(zhì)保時(shí)間 | 30年 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | A |
|---|
以下是:優(yōu)質(zhì)內(nèi)外防腐鋼管廠家的圖文視頻
導(dǎo)讀 優(yōu)質(zhì)內(nèi)外防腐鋼管廠家_天合元管道制造有限公司,固定電話:13603177112,移動(dòng)電話:13603177112,聯(lián)系人:賈經(jīng)理,QQ:417074843,鹽山縣城南開發(fā)區(qū)發(fā)貨到陜西省 漢中市 漢臺(tái)區(qū)、南鄭區(qū)、城固縣、洋縣、西鄉(xiāng)縣、勉縣、寧強(qiáng)縣、略陽(yáng)縣、鎮(zhèn)巴縣、留壩縣、佛坪縣 發(fā)貨到 陜西省漢中市。 陜西省,漢中市 漢中市,簡(jiǎn)稱“漢”,陜西省轄地級(jí)市,位于陜西省西南部,北與寶雞市、西安市毗連,東與安康市接壤,南與四川省的廣元市、巴中市、達(dá)州市相連,西與甘肅省隴南市相鄰,區(qū)域面積27246平方千米,地處內(nèi)陸東亞季風(fēng)氣候區(qū)內(nèi),氣候溫和濕潤(rùn),年平均氣溫約14.5℃。截至2022年10月,漢中市轄2個(gè)區(qū)、9個(gè)縣,另有5個(gè)經(jīng)濟(jì)功能區(qū)。漢中市人民政府駐地漢臺(tái)區(qū)。2022年末,漢中市戶籍總?cè)丝?78.98萬人。
質(zhì)內(nèi)外防腐鋼管廠家")
質(zhì)內(nèi)外防腐鋼管廠家")
質(zhì)內(nèi)外防腐鋼管廠家")
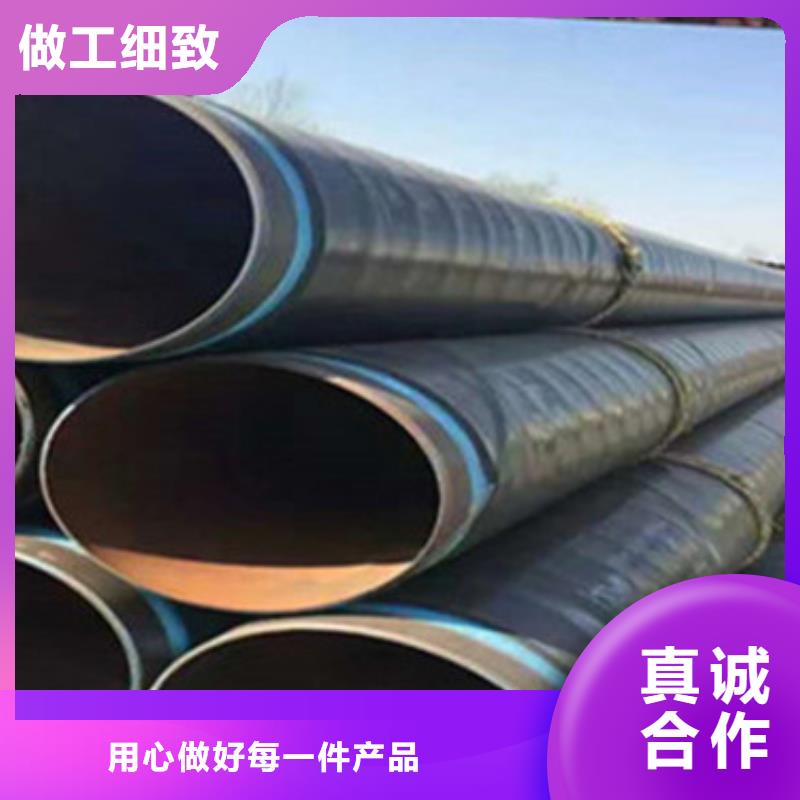
漢中3PE防腐鋼管在生產(chǎn)過程中為了不影響管口焊接在預(yù)留10公分左右的預(yù)留段,但是因鋼管堆積時(shí)刻較長(zhǎng),管端金屬腐蝕導(dǎo)致的管端呈現(xiàn)翹邊。如布急于運(yùn)用在露天堆積時(shí)應(yīng)在管端進(jìn)行隱瞞,避免雨水形成管端腐蝕。可在管端金屬暴露處涂刷可焊防銹漆,以避免防腐管在儲(chǔ)存時(shí)期因腐蝕導(dǎo)致防腐層翹邊。在生產(chǎn)過程中嚴(yán)格操控管端預(yù)留處焊縫余高的修磨質(zhì)量。在焊縫處聚乙烯坡口外與管體其他部位相同,使環(huán)氧粉末保存長(zhǎng)度>20mm,以避免焊縫處環(huán)氧粉末底部先被腐蝕而導(dǎo)致3PE防腐層翹邊。漢中管端焊縫修磨應(yīng)從焊縫修磨初步處到聚乙烯倒角處應(yīng)有10-20mm沒有焊縫余高的與管體相同的聚乙烯層平整段,以確保管端聚乙烯坡口處揉捏粘結(jié)質(zhì)量。焊縫修磨后的余高應(yīng)盡量做到與管體平齊,不要有明顯的余高,以避免在打磨聚乙烯層倒角時(shí),將環(huán)氧粉末一同打磨掉。未修磨的ding端與修磨處的過渡段倒角,也應(yīng)與聚乙烯層倒角相同(≤30°)避免因坡口處防腐層粘好呈現(xiàn)聚乙烯層翹邊。預(yù)留段環(huán)氧粉末涂層只需保護(hù)完好。管端聚乙烯坡口加工一般廠家都選用鋼絲輪打磨方法,這樣會(huì)損壞環(huán)氧粉末涂層。應(yīng)改用機(jī)械加工坡口,刀口底層要有限位設(shè)備來操控的進(jìn)刀深度,避免傷及環(huán)氧粉末涂層遭到磨損。
總結(jié) 天合元管道制造有限公司【13603177112】在陜西省漢中市本地專業(yè)從事優(yōu)質(zhì)內(nèi)外防腐鋼管廠家,價(jià)格低,發(fā)貨快,效果好 ([城市群])可送貨上門。