

不容錯過的里水鎮(zhèn)12CrMo大口徑無縫鋼管銷售熱線視頻展示!產(chǎn)品特點一目了然,為您的購買決策提供堅實依據(jù)。
以下是:里水鎮(zhèn)12CrMo大口徑無縫鋼管銷售熱線的圖文介紹
亞廣金屬有限公司是生產(chǎn) 廣西柳州精密鋼管的專業(yè)性企業(yè),已有多年的 廣西柳州精密鋼管生產(chǎn)歷史。公司是以 廣西柳州精密鋼管產(chǎn)品為主業(yè),集研發(fā)、制造、銷售服務于一體,建有完整的質(zhì)量保證體系,技術力量雄厚,檢測手段先進。 本公司產(chǎn)品按標準 設計制造,企業(yè)技術力量雄厚,建有先進的 廣西柳州精密鋼管性能測試系統(tǒng),以科技為先導,不斷進行創(chuàng)新,面向市場生產(chǎn)用戶滿意的 廣西柳州精密鋼管產(chǎn)品。
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
8.金剛石巖芯鉆探用華爾網(wǎng)無縫鋼管(GB3423-82)是用于金剛石巖芯鉆探的鉆 桿、巖心桿、套管的華爾網(wǎng)無縫鋼管。 9.石油鉆探管(YB528-65)是用干石油鉆探兩端內(nèi)加厚或外加厚的無鋒鋼 管。鋼管分車絲和不車絲兩種,車絲管用接頭聯(lián)結,不車絲管用對焊的 方法與工具接頭聯(lián)結。 10.船舶用碳鋼華爾網(wǎng)無縫鋼管(GB5213-85)是制造船舶I級耐壓管系、I級 耐壓管系、鍋爐及過熱器用的碳素鋼華爾網(wǎng)無縫鋼管。碳素鋼華爾網(wǎng)無縫鋼管管壁工 作溫度不超過450℃,合金鋼華爾網(wǎng)無縫鋼管管壁工作溫度超過450℃。 11.汽車半軸套管用華爾網(wǎng)無縫鋼管(GB3088-82)是制造汽車半軸套管及驅(qū)動 橋橋殼軸管用的優(yōu)質(zhì)碳素結構鋼和合金結構鋼熱軋華爾網(wǎng)無縫鋼管。 12柴油機用高壓油管(GB3093-86)是制造柴油機噴射系統(tǒng)高壓管用的 冷拔華爾網(wǎng)無縫鋼管。 13液壓和氣動缸筒用精密內(nèi)徑華爾網(wǎng)無縫鋼管(GB8713-88)是制造液壓和氣 動缸筒用的具有精密內(nèi)徑尺寸的冷拔或冷軋精密華爾網(wǎng)無縫鋼管。 14.冷拔或冷軋精密華爾網(wǎng)無縫鋼管(GB3639-83)是用于機械結構、液壓設備 的尺寸精度高和表面光潔度好的冷拔或冷軋精密華爾網(wǎng)無縫鋼管。選用精密 華爾網(wǎng)無縫鋼管制造機械結構或液壓設備等,可以大大節(jié)約機械加工工時,提高材料利用率,同時有利于提高產(chǎn)品質(zhì)量。 15.結構用不銹鋼華爾網(wǎng)無縫鋼管(GB/T14975-1994)是廣泛用于化工、石油、 輕紡、醫(yī)療、食品、機械等工業(yè)的耐腐蝕管道和結構件及零件的不銹鋼制成的熱軋(擠、擴)和冷拔(軋)華爾網(wǎng)無縫鋼管。 16.流體輸送用不銹鋼華爾網(wǎng)無縫鋼管(GB/T14976-1994)是用于輸送流體的 不銹鋼制成的熱軋(擠、擴)和冷拔(軋)無絳鋼管
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
亞廣金屬有限公司擁有一支經(jīng)驗豐富、技術創(chuàng)新的專業(yè)【廣西柳州精密鋼管】研發(fā)團隊。優(yōu)質(zhì)創(chuàng)新、誠信合作、互惠互利、共同發(fā)展是亞廣金屬有限公司持續(xù)發(fā)展的永恒目標。
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
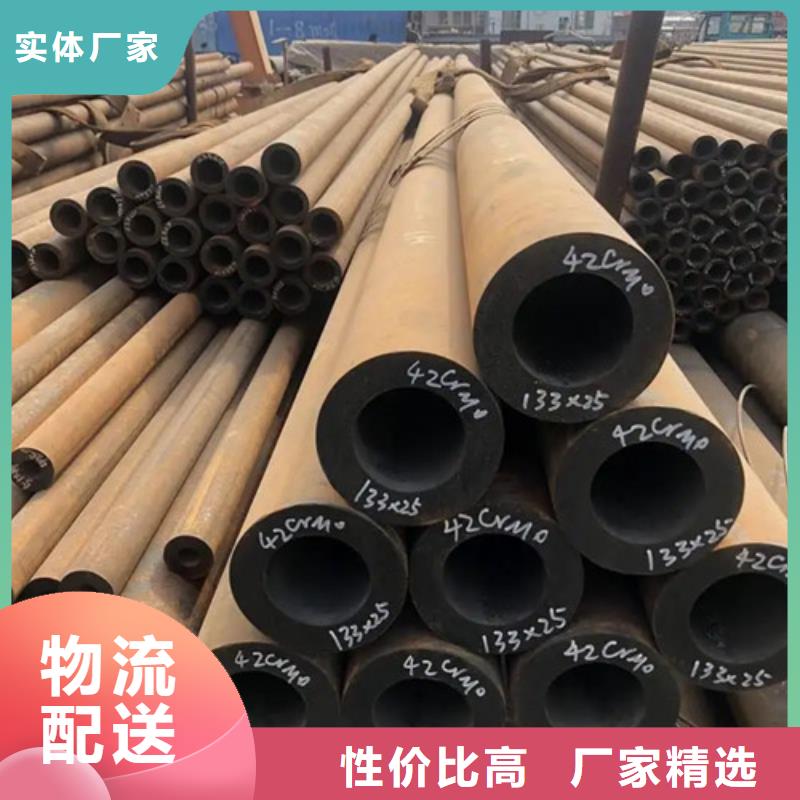
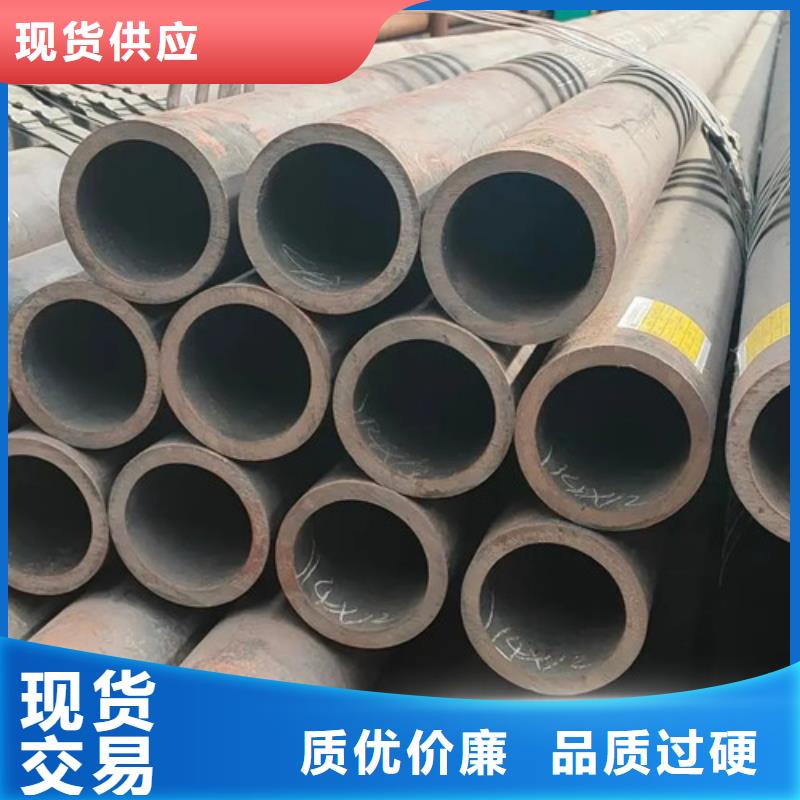
華爾網(wǎng)無縫鋼管常常要承受高溫和髙壓標準,而且在高溫排煙道氣和水蒸汽的功效下,管很有可能會空氣氧化和浸蝕。華爾網(wǎng)無縫鋼管的儲放要考慮到許多不一樣的外界要素。 ,大家應當考慮到挑選一個整潔易排水管道的庫房,那樣能夠維持無縫管的干躁。此外,華爾網(wǎng)無縫鋼管庫房不可與別的黏附性原材料堆積在一起,專用型庫房應專用型,除此之外,不一樣類型的原材料應分離堆積,避免 搞混和互相浸蝕。
終,華爾網(wǎng)無縫鋼管進庫后應由專職人員定期檢驗。檢測新項目包含:庫房防潮、華爾網(wǎng)附近自然通風、華爾網(wǎng)附近無縫管表層。定期維護隱患。對無縫管開展磁粉探傷檢測或滲入檢測,能夠合理地發(fā)覺裂痕、華爾網(wǎng)附近皺褶、華爾網(wǎng)附近兩層皮、華爾網(wǎng)附近發(fā)紋、華爾網(wǎng)附近針眼等表層缺點。針對鐵磁質(zhì),因為其檢測敏感度高,應優(yōu)選磁粉探傷檢測方式;針對非鐵磁質(zhì)。
華爾網(wǎng)無縫鋼管應選用滲入檢測方式,假如頂端有潛在性的裂痕趨向,安裝全過程中的焊接熱電效應也很有可能造成潛在性的裂痕拓展。因而,華爾網(wǎng)無縫鋼管還應留意對焊接后一定總面積的無縫管開展檢測,及時處理無縫鋼管頂端澎漲缺點。
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現(xiàn)大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經(jīng)過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現(xiàn)板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現(xiàn),即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 華爾網(wǎng)無縫鋼管的工藝流程: 衛(wèi)生級鏡面管工藝流程: 管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內(nèi)拋光——外拋光——檢驗——標識——成品包裝 工業(yè)管工藝流程: 管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——恒溫存放——交貨
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
12CrMo大口徑無縫鋼管銷售熱線")
點擊查看亞廣金屬有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
