
為了給您提供更的陽泉焊接裝配平臺鑄造灰鐵技術產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:陽泉焊接裝配平臺鑄造灰鐵技術的圖文介紹
偉業焊接鑄鐵大理石平臺斜墊鐵廠家深耕 浙江嘉興機床工作臺行業,采用z u i新生產工藝,科學配比材料,全新生產技術工藝,如果您對我們的產品、技術或服務有興趣,隨時歡迎您的來電或上門咨詢。我們將以良好的質量,合理的價格,快捷的工期服務客戶!



浙江嘉興鑄鐵平臺人工刮研工藝是一種精加工工序,利用刮刀、浙江嘉興基準表面、浙江嘉興測量工具和顯示劑,以手工操作的方式,通過研點、浙江嘉興測量和刮研加工,使工件達到工藝上規定的尺寸、浙江嘉興幾何形狀、浙江嘉興表面粗糙度和密合性等要求。
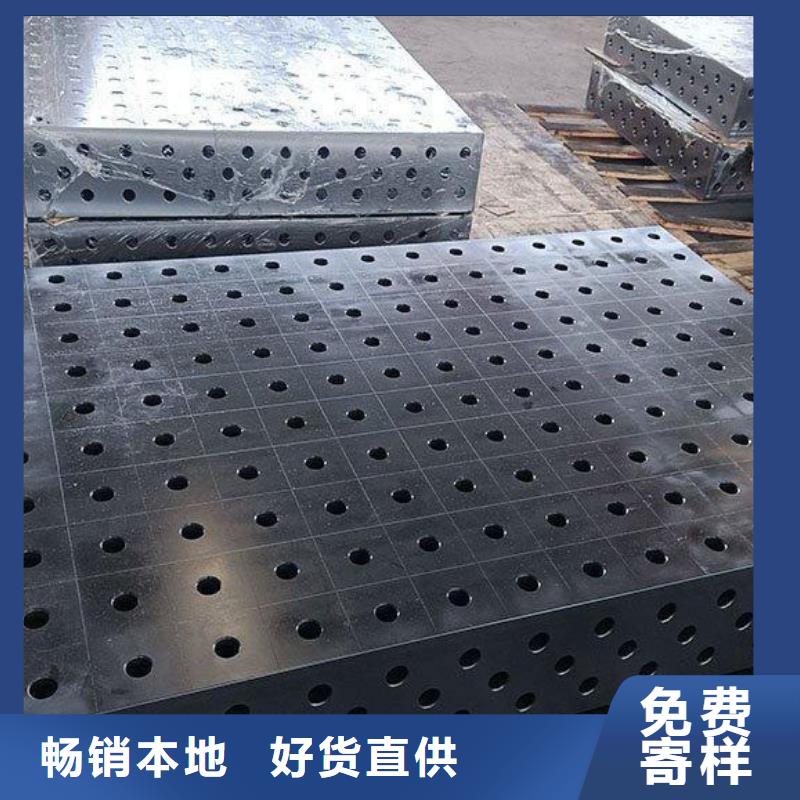
在使用鑄鐵工作臺時,需要注意保養和維護,避免過度磨損和碰撞。在安裝和調試過程中,需要遵循相關的操作規程和要求,以確保工作人員的和設備的正常運行。
加載系統:用于對實驗對象施加負載,以模擬實際工作條件下的受力情況。加載系統可以采用機械加載、浙江嘉興液壓加載、浙江嘉興電磁加載等方式。
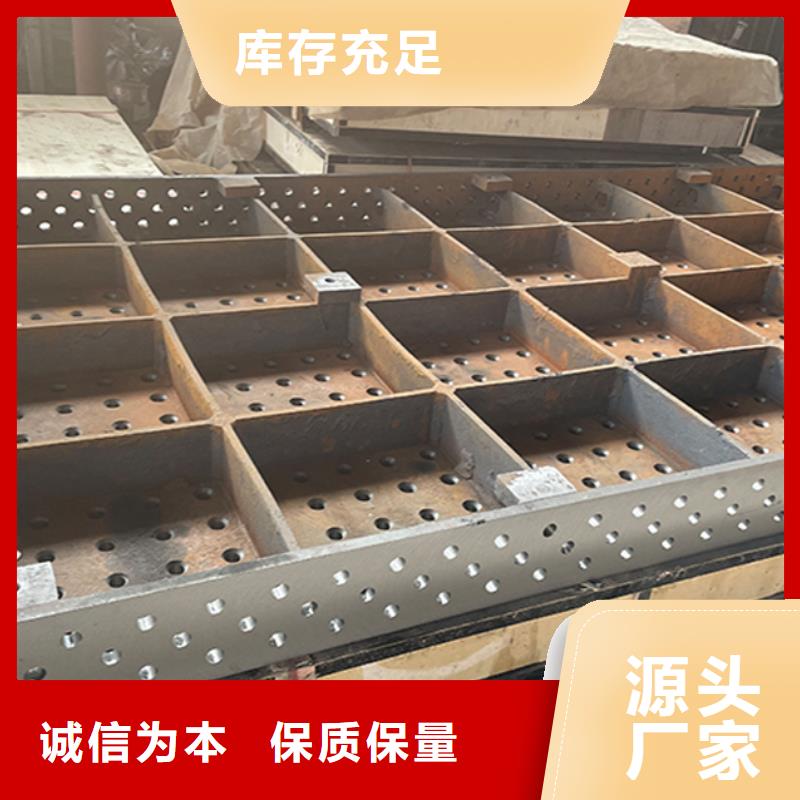
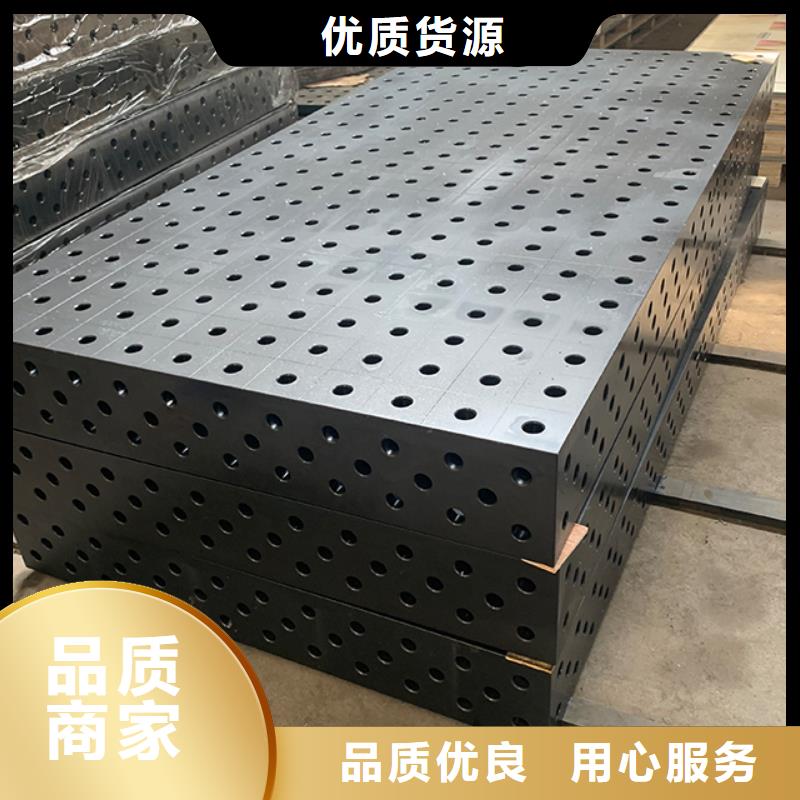
鑄鐵工作臺是機械制造、浙江嘉興設備維修、浙江嘉興檢驗劃線等領域中不可或缺的重要設備之一。它具有高精度、浙江嘉興高穩定性、浙江嘉興耐磨性好、浙江嘉興使用壽命長等特點,為各種機械制造和維修操作提供了穩定、浙江嘉興可靠的基礎平臺。



浙江嘉興裝配鑄鐵平臺用于各種機械設備的裝配和調試。設備試驗工作臺易于維護,結構簡單明了,易于清潔和維護。這有助于延長其使用壽命,并降低維護成本。
鑄鐵平臺人工刮研包括粗刮和細刮兩個步驟。粗刮采用長刮刀,行程較長(10mm~15mm之間),刀痕較寬(10mm),刮刀痕跡順向,成片不重復。當工件表面研點每25mm×25mm上為4~6點并留有細刮加工余量時,可開始細刮。細刮是將粗刮后的高點刮去,其特點是采用短
刮法(刀痕寬約6mm,長5mm~10mm),研點分散快。當平均研點每25mm×25mm上為10~14點時,即可結束細刮。


浙江嘉興鑄鐵平臺模具制備:準備好砂箱和鑄型模具,根據鑄件的形狀和尺寸選擇合適的模具材料。在模具內涂抹一層分離劑,以防止鑄型和鑄件的黏連。將濕砂填充到砂箱中,并用撞擊器進行振實和壓實,確保模型的表面光滑均勻。制作好模型后,用鑄型上邊界線切割模型,
將模具分為上、浙江嘉興當地下模兩段。將模具放入烘箱中進行干燥,以去除砂型中的水分和殘留的有機物。
鑄鐵工作臺作為機械工件檢驗測量中的基準面,檢查零件的尺寸精度或行為偏差。
鑄鐵工作臺還具有良好的磁性和吸附力,可以吸附小型鐵磁零件,方便進行鉗工操作。同時,鑄鐵工作臺的規格多樣,可以根據用戶需求進行定制,滿足不同領域和不同規模的機械制造和維修需求。



