

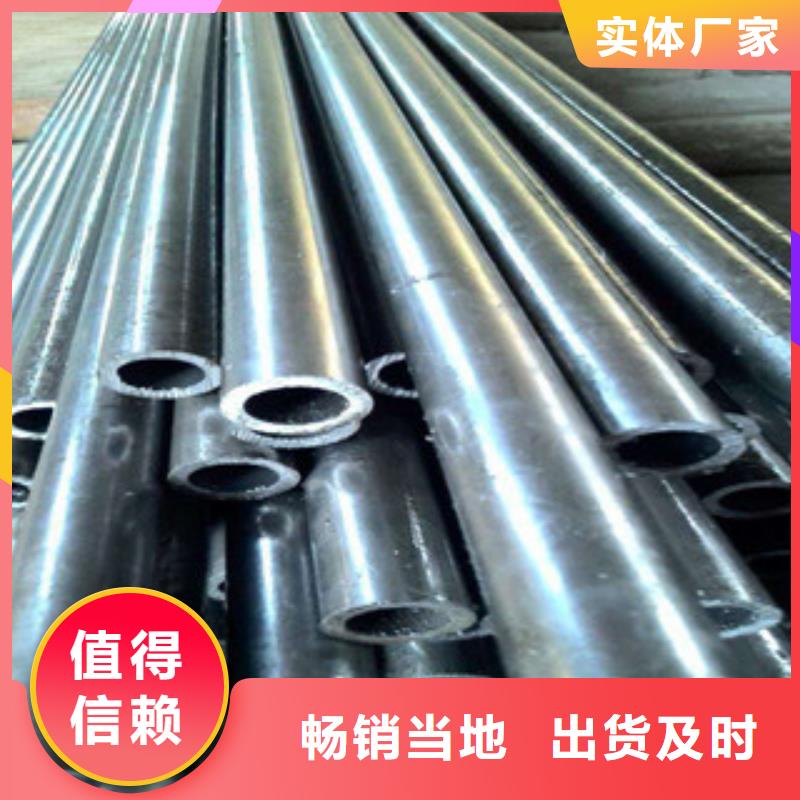
想要一睹(江泰)P22無縫鋼管-可送貨上門產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:(江泰)P22無縫鋼管-可送貨上門的圖文介紹
產品各類型號的【湘西鳳凰氣密門】規格齊全,可根據用戶需求開發、設計;
工藝標準化【湘西鳳凰氣密門】生產流程,高度機械化、自動化作業,精良制作制造高品質【湘西鳳凰氣密門】產品。
材料【湘西鳳凰氣密門】原材料產品均選用國內優質產品,保證所配套的設備售后無憂。
管理實行ISO9001質量管理體系,標準化生產管理促企業發展。
技術實行嚴格的四道關質量檢驗,實行【湘西鳳凰氣密門】行業生產標準:
P22無縫鋼管-可送貨上門")
采用焊縫間隙控制裝置來保證焊縫間隙滿足精密鋼管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精密鋼管焊接,從而獲得穩定的精密鋼管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
P22無縫鋼管-可送貨上門")
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 精密管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。精密管的規格用外徑*壁厚毫米數表示。精密管分熱軋和冷軋(撥)精密管兩類。熱軋精密管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)精密管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚 2.5-200mm,冷軋精密管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
P22無縫鋼管-可送貨上門")
P22無縫鋼管-可送貨上門")
精密管中合金元素對低溫回火脆性產生較大的影響。鉻和錳促進雜質元素磷等在奧氏體晶界偏聚,從而促進低溫回火脆性,鎢和釩基本上沒有影響,鉬降低低溫回火精密管的韌性一脆性轉化溫度,但尚不足以抑制低溫回火脆性。硅能推遲回火時滲碳體析出,提高其生成溫度,故可提高精密管低溫回火脆性發生的溫度。檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。提出了冷彎成型前對無錫精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷卻方式對原料管組織和力學性能的影響規律;確定了無錫精密鋼管的常規正火工藝:加熱溫度(890±10)℃,保溫6min后散置空冷。常規正火工藝可完全無錫精密鋼管的魏氏組織,使其屈服強度和抗拉強度的匹配更加合理,屈強比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出現冷彎開裂現象。膨脹系數可以用體積或者是長度表示,通常是用長度表示。
P22無縫鋼管-可送貨上門")
P22無縫鋼管-可送貨上門")
P22無縫鋼管-可送貨上門")
