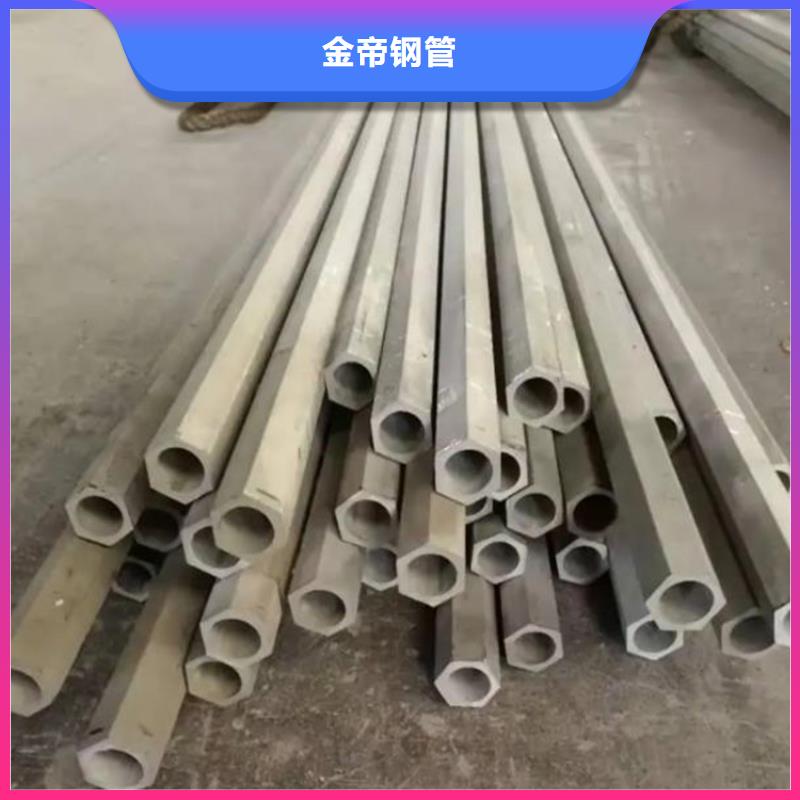


銀川六角鋼管銷售


一般狀況下,我們可以把擴徑當作是六角管生產制造中,確保其生產加工質量的一個關鍵步驟。就現階段的狀況看來,其的制作工藝關鍵包含五個階段。下邊,大家就來簡易的介紹一下。 1、一般狀況下,是被稱為基本整圓階段。具體來講得話,便是先把生產加工的管件扇型塊開啟,直到全部的六角鋼管都可以觸碰到無縫鋼管內腔,這個時候,在其的步幅范疇內,無縫鋼管內圓鋼管中每個位置的半徑大小基本上保持一致。 2、名內徑階段。簡易詳細介紹得話,這一部分的關鍵解決內容為:大家先從六角鋼管的前端部位逐漸,慢慢減少其的運作速率,直到做到所設置的部位,這一部位便是大家規定的制成品管中圓上部位。 3、彈復賠償階段。這一加工工藝的關鍵目地是尋找所規定的在產生彈復前,六角鋼管之直縫鋼管內的圓上部位。

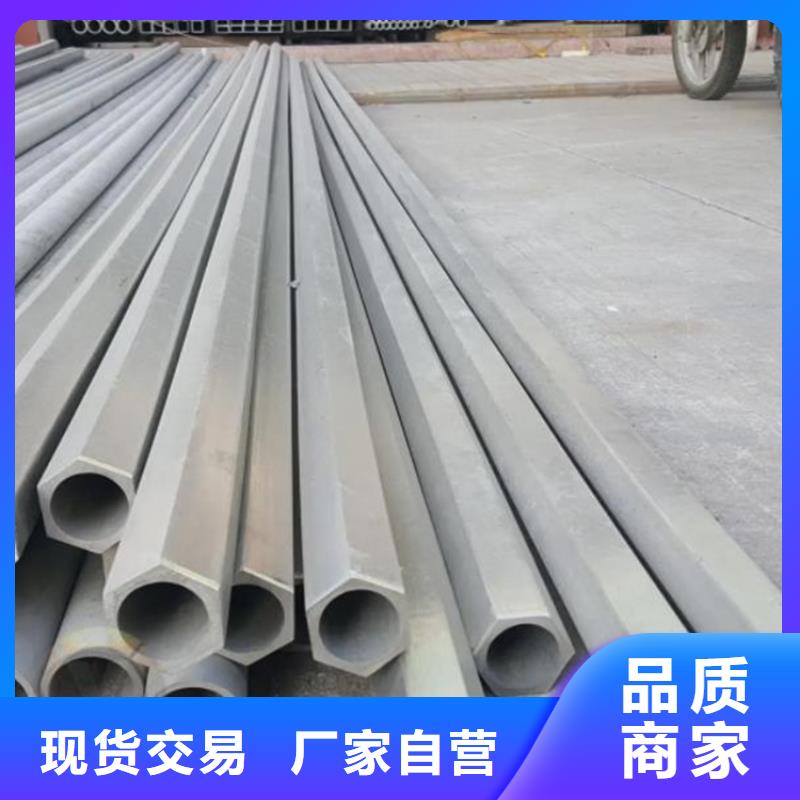
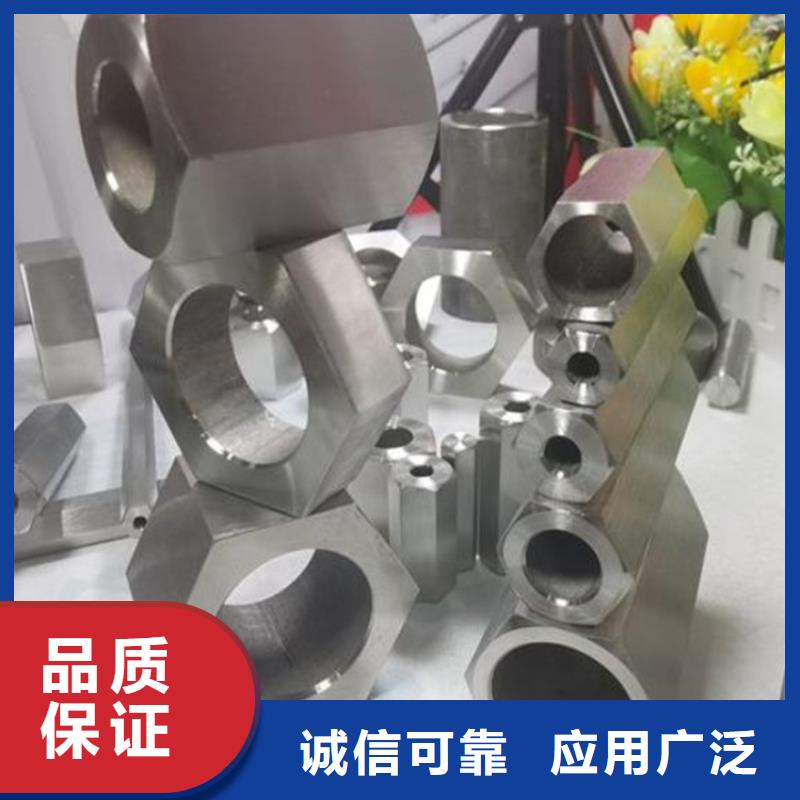
六角管厚壁管生產制造在加工工藝上存有一系列的艱難。比如對接焊品質不穩定,非常容易搭焊導致一系列艱難,非常容易造成波浪紋和起包。電焊焊接不穩定,非常容易搭焊。飛鋸斷開時非常容易造成創口形變。六角鋼管在運送和撥料時非常容易造成壓坑、形變這些。而在其中的重要則是成形起包。造成成形起包的緣故則是邊沿拓寬。 六角鋼管閃亮焊的關鍵特點是有火苗持續爆發的狀況。夾持在對機軸桿上的熱軋帶鋼首尾在電流量接入后,即被移近,相互之間觸碰。先觸碰的一部分電限非常大,電焊焊接電流量把點接觸以及相鄰地區的金屬材料迅速加溫到熔融溫度,使熱軋帶鋼首尾觸碰一部分產生形狀記憶合金構造柱,持續的快速加溫使構造柱處形狀記憶合金加溫至拂點,展現金屬材料蒸氣。 當六角鋼管金屬材料蒸氣的工作壓力超過形狀記憶合金的界面張力時;構造柱產生工程,因此展現出強烈的火苗,產生閃亮。軸桿的持續挨近,使火苗在電焊焊接全過程中持續邁進,直到終斷電流量才行,這就是火苗造成的緣故。


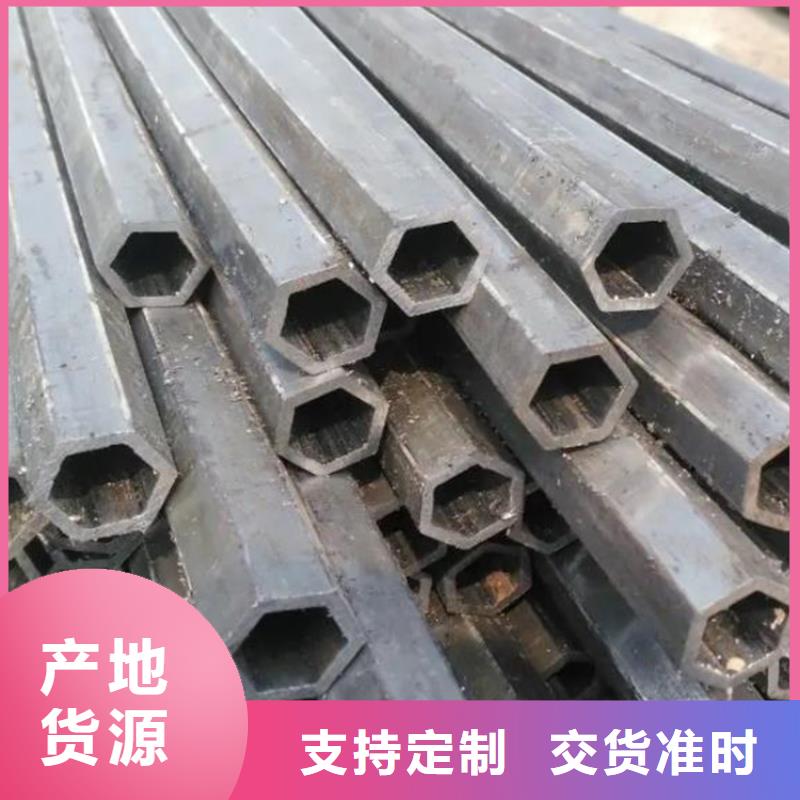
六角管選用擠壓成型生產加工因為表層留出表層殘留壓地應力有利于表層細微裂痕的封閉式阻攔沉積作用的拓展。 進而表層耐腐蝕工作能力并能減緩疲憊裂痕的造成或擴張因此外六角鋼管疲勞極限。根據擠壓成型成形擠壓成型表層產生一層冷工硬底化層降低了切削副觸碰表層的延展性和塑性形變進而了外六角鋼管內腔的耐磨性能另外防止了因切削造成的燙傷。擠壓成型后粗糙度值的減少可相互配合特性。 擠壓成型生產加工是一種無切削生產加工,在常溫狀態運用金厘材料的塑性形變使產品工件表層的外部經濟不平度輾平進而做到更改表層結構、機械設備特點樣子和規格的目地。因而這類方式可另外做到鑄型生產加工及加強目地是切削沒法保障的。 不管用哪種生產加工方式生產加工,在零件表層都會留有細小的凹凸不平的刀紋出現交疊波動的峰谷狀況。
銀川六角鋼管銷售
