
不要錯過這部精心制作的H型鋼-【工字鋼廠家】用心服務(wù)產(chǎn)品視頻!僅僅一分鐘的時間,您將能夠領(lǐng)略到我們產(chǎn)品的卓越品質(zhì)和出色設(shè)計,發(fā)現(xiàn)更多令人心動的細(xì)節(jié)。
以下是:H型鋼-【工字鋼廠家】用心服務(wù)的圖文介紹
普源金屬材料有限公司優(yōu)勢:
1、專業(yè)于 吉林槽鋼供應(yīng) 公司專業(yè)經(jīng)營 吉林槽鋼種類齊全,已經(jīng)系列化。
2、高素質(zhì)的銷售員工 公司銷售員工具有良好的銷售經(jīng)驗,并經(jīng)過專業(yè)的 吉林槽鋼產(chǎn)品學(xué)習(xí)與先進(jìn)服務(wù)理念培訓(xùn),具有較強(qiáng)的溝通能力,辦事效率高,服務(wù)態(tài)度好,處處為客戶著想的服務(wù)理念。
3、可靠的國際性進(jìn)口網(wǎng)絡(luò) 公司貿(mào)易渠道廣,國內(nèi)外有專門對接的供貨商。
4、產(chǎn)品品質(zhì)保障和快捷的交貨期 公司經(jīng)營的 吉林槽鋼產(chǎn)品,確保品牌和品質(zhì)。貨期短,交貨快。
")
")
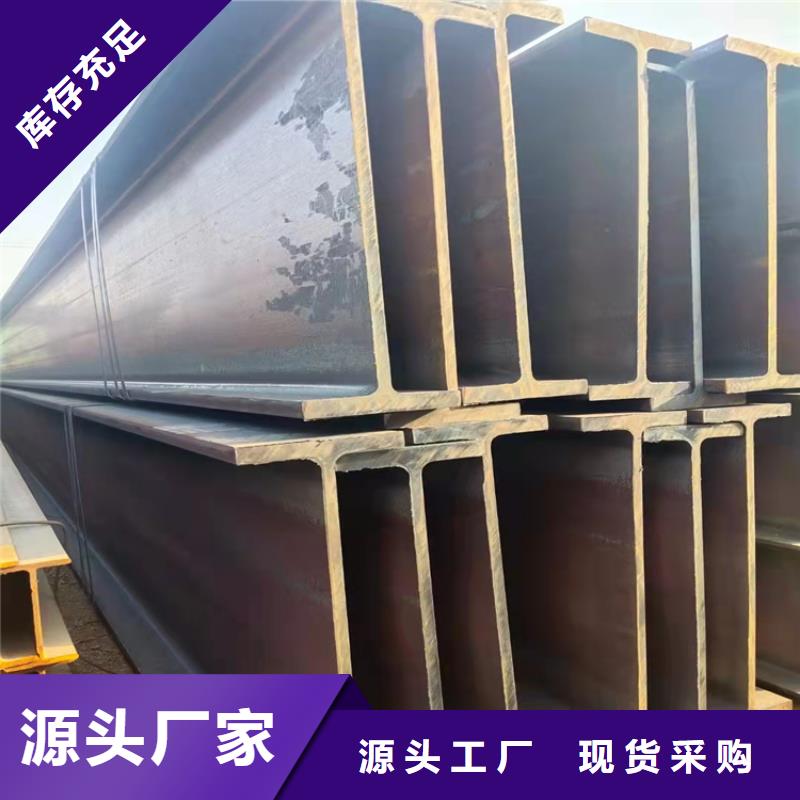
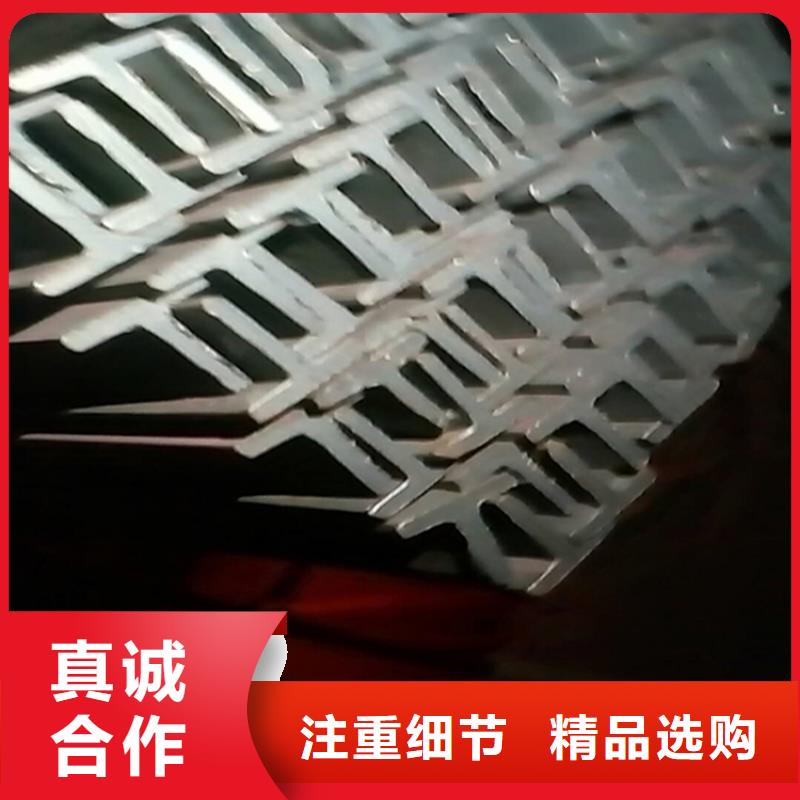
熱軋H型鋼是經(jīng)過高溫加熱軋制而成的鋼材,它的強(qiáng)度不是很高,但足以滿足我們的使用,它的塑性、可焊性較好,因此我們比較常用。熱軋H型鋼是在高溫下加工而成。熱軋H型鋼的鋼就是軋鋼過程中或軋鋼之前需要對材料進(jìn)行加熱。一般要加熱到再結(jié)晶溫度以上才進(jìn)行軋制。熱軋H型鋼的特點,具有強(qiáng)度高、韌性好、易于加工成型及良好的可焊接性等優(yōu)良性能,因而被廣泛用于船舶、汽車、橋梁、建筑、機(jī)械、壓力容器等制造行業(yè)。熱軋H型鋼就是用熱軋鋼加工而成的,熱軋鋼帶連續(xù)熱鍍是熱鍍鋅板生產(chǎn)的一種全新工藝,這種工藝的應(yīng)用大大提高了鋼帶生產(chǎn)的效率,對于保證鋼帶質(zhì)量具有重要意義,該技術(shù)是提高鋼帶生產(chǎn)技術(shù)的一次重要革新,在人們對熱鍍鋅板質(zhì)量要求越來越高的背景下,加強(qiáng)熱軋鋼帶連續(xù)熱鍍鋅技術(shù)的研究就成為了鋼鐵企業(yè)的必然選擇。這也讓熱軋H型鋼被更多人知道和運(yùn)用。希望我的回答對你有幫助。
")
")
")
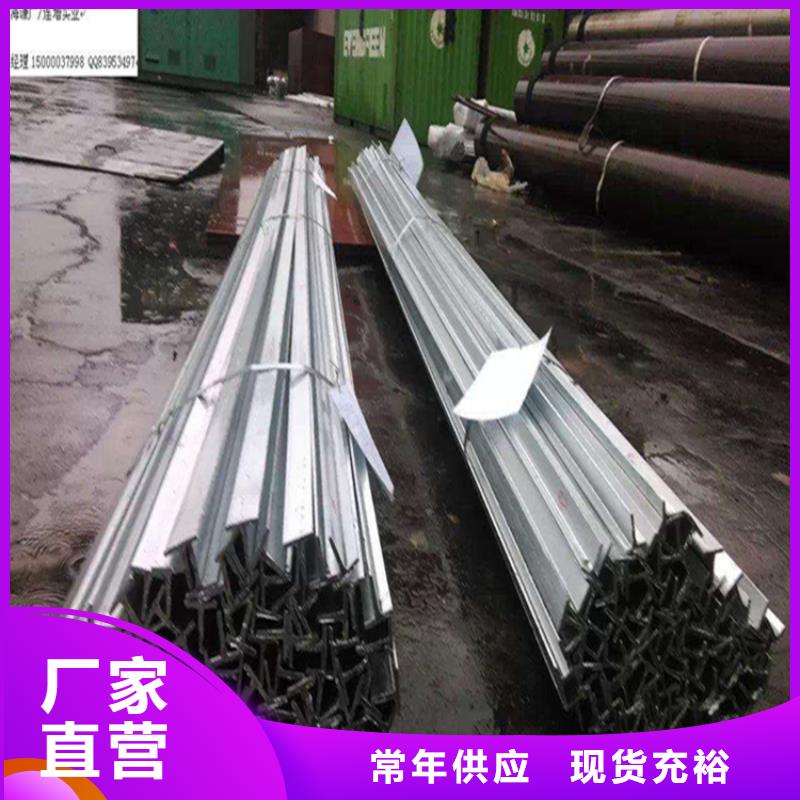
導(dǎo)讀:為生產(chǎn)出質(zhì)量好、成本低的H型鋼,首先需要確定一個合理的生產(chǎn)工藝流程。目前各主要H型鋼廠所采用的主流工藝流程如下圖所示。一般中小規(guī)格(H400×200及以下規(guī)格)H型鋼多選用方坯、矩形坯,較大規(guī)格(H400×200以上規(guī)格)H型鋼多選用異形坯,矩形坯和異形坯都可用連鑄坯。從連鑄過來的鋼坯在經(jīng)過稱重后,裝入步進(jìn)式(或推鋼式,現(xiàn)在用于生產(chǎn)型鋼的推鋼爐已經(jīng)比較少)加熱爐中加熱到1200~1250℃出爐。步進(jìn)式加熱爐大多數(shù)采用上、下布置的雙預(yù)熱式燒嘴,可對不同規(guī)格鋼坯提供的溫度控制,并節(jié)約燃料。鋼坯出爐后,先用10-25MPa的高壓水除鱗,然后送入開坯機(jī)軋制。開坯機(jī)一般為兩輥可逆式軋機(jī)(在小型鋼上也有采用三輥軋機(jī)的,但工藝局限性強(qiáng)不利于生產(chǎn)組織),在開坯機(jī)上需要軋制5~13道次左右,然后軋件被送往切頭飛剪或熱鋸,熱鋸只負(fù)責(zé)切去頭部未成形部分,但飛剪可切頭、分段及切尾。切頭后的軋件送入精軋機(jī)組進(jìn)行軋制,國內(nèi)主要廠家小規(guī)格型鋼精軋都采用全連軋形式,大規(guī)格型鋼精軋都為可逆軋制。經(jīng)精軋軋制后一般都直接送上冷床進(jìn)行冷卻,但也有采用上冷床前進(jìn)行分段或上冷床后切頭的。大規(guī)格型鋼由于腿厚與腰厚差比較大,若采用平放容易因腰腿冷卻速度不一致,造成腰部波浪,故一般多采用立冷。但小規(guī)格H型鋼主流廠家都采用步進(jìn)齒式冷床都在齒條上斜放,采用步進(jìn)式齒式冷床不僅可以減少原來用鏈?zhǔn)酵线\(yùn)機(jī)構(gòu)造成的缺陷,而且容易控制鋼材冷卻速度。經(jīng)過冷卻后的H型鋼被送人矯直機(jī)矯直。由于H型鋼斷面模數(shù)較大,一般都采用8輥、9輥或10輥式矯直機(jī)矯直,矯直輥間距可達(dá)2200mm。鋼材經(jīng)矯直后被送入編組臺架進(jìn)行分組等候鋸切,經(jīng)冷鋸按定尺長度鋸切后被送到檢查臺檢查尺寸、外形和表面質(zhì)量,然后進(jìn)行分類、堆垛和打捆后送入倉庫。對不合格品按按缺陷種類進(jìn)行對應(yīng)的重矯、修磨、焊補(bǔ)及其它處理,然后進(jìn)入對應(yīng)質(zhì)檢程序檢查合格后再分類入庫。為提高軋機(jī)作業(yè)率、減少換輥時間,幾乎所有的廠家都采用快速換輥系統(tǒng),即在生產(chǎn)的同時預(yù)先把下一個品種所需軋輥組裝好。在換輥時只要把全部原機(jī)架拉出,換上已裝好的新機(jī)架即可。每個機(jī)架都裝有一個快速接頭面板,面板內(nèi)包括冷卻水、液壓、稀油和干油管接頭及連接桿的定位連接裝置等。該裝置拆接方便、迅速,整個換輥時間約10-20分鐘左右。根據(jù)小型鋼的換輥經(jīng)驗一般整體換輥時間在45-70分鐘左右。近二十年來,隨著連鑄技術(shù)的進(jìn)步和在線自動化程度的提高,H型鋼生產(chǎn)工藝也日益成熟,而且正朝高度自動化和連續(xù)鑄軋的方向發(fā)展,將要面臨工藝的變革。下期將為大家?guī)鞨型鋼的常見缺陷,敬請期待!
")
")
")
點擊查看普源金屬材料有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
