
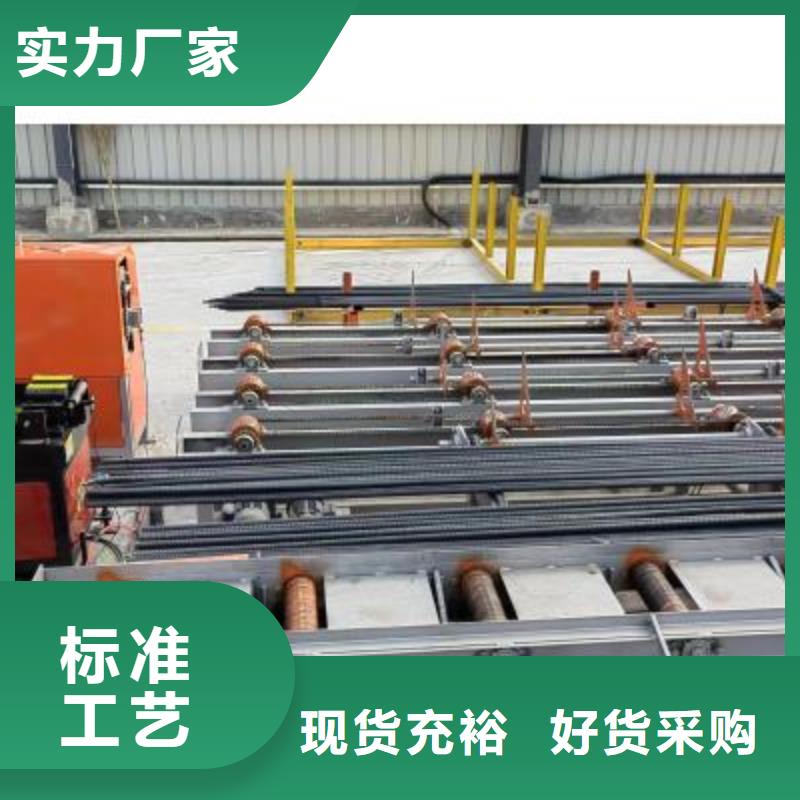




平頂山數控鋼筋鋸切套絲生產線,是一款主要針對于不同鋼筋直徑、鋼筋棒材的鋸切,套絲,全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。1,采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料,套絲方便。2, 通過變頻電機驅動絲杠機構來調整剪切刀口與擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切不同長度的鋼筋。3, 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。4,鋸床采用專 用的雙面夾緊鋸床。5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。
 <平頂山>建貿機械有限公司
<平頂山>建貿機械有限公司
用戶依據帶鋸床設備說明書斷定每臺數控鋸床的光滑部位和光滑點,怎么更好的光滑堅持設備清潔定期給設備加油光滑。
嚴厲依照設備指定油脂商標用油,光滑材料及摻配油品有必要經查驗合格,光滑設備和加油用具有必要堅持清潔無異物。
帶鋸床每天鋸切前的保養操作:查看帶鋸條,保證被正確的漲緊動輪上;
查看鋼絲刷與帶鋸條接觸是否恰當;金屬帶鋸床保養:帶鋸條設備、鋸架鉸接軸、主被迫軸承加滿黃油光滑。金屬帶鋸床保養:更換光滑油。鋼刷傳動座注油嘴用油槍注入光滑脂3六個月的保養新金屬帶鋸床在開始運用6個月,為使鋸床堅持杰出運轉狀況,請更換。
平頂山數控鋼筋剪切生產線產品特點:1、剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高;2、液壓式剪切系統,故障率低,可靠性高,剪切能力強;3、多擋板設計,定位速度快,效率高;4、雙向收料機構,成品存放量提高一倍;5、配置套載,可大大提高材料的利用率;6、控制系統:匯川PLC,匯川變頻器,威倫觸摸屏。技術參數配置:剪切鋼筋直徑范圍:Φ12~40mm;剪切長度范圍:1~12m;剪切精度:±5mm;剪切頻率:20次/分輸送速度:1.92m/s操作人數:2人設備功率:25.5KW設備外形尺寸:28m×3.3m×2.5m 電控系統:380V,50~60HZ 液壓系統:系統壓力31.5Mpa,液壓站電機18.5KW剪切能量表(三級鋼,57kg/mm2)(注意:剪切鋼筋數量要在能量級以內)

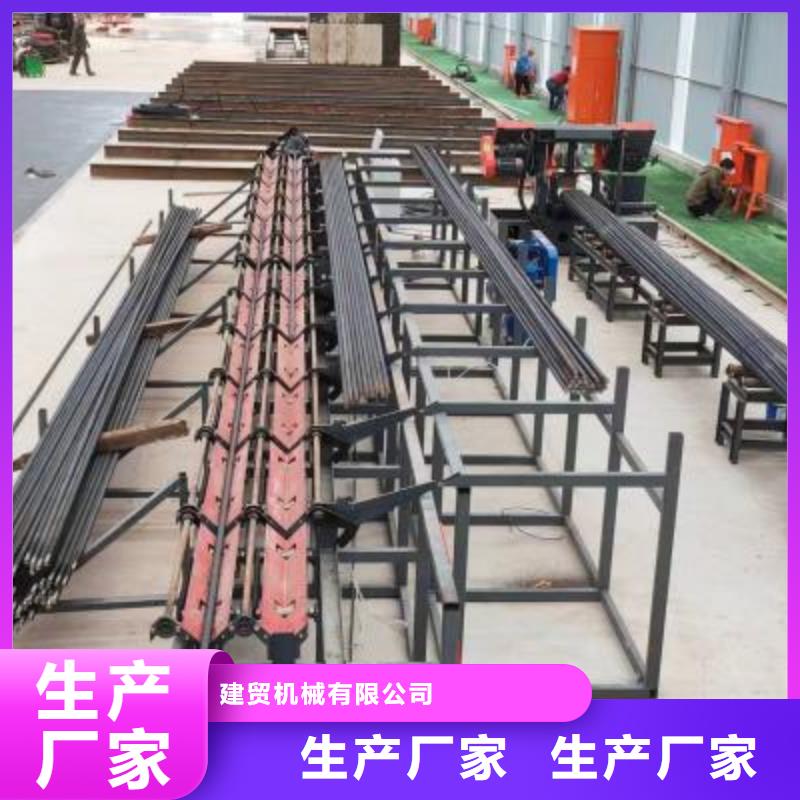
近年來隨著科技的進步和發展很多的施工現場樁基鋼筋籠越來越多的采用套絲搭接的方式進行,傳統的焊接搭接慢慢的被淘汰。因而如何處理套絲搭接問題成為了很多施工方頭疼的問題。數控鋼筋鋸切套絲打磨生產線是專門為處理套絲搭接問題而專門設計的一種數控鋼筋加工智能化設備。帶大家了解一下平頂山數控鋼筋鋸切套絲打磨生產線具體是如何處理套絲搭接問題的。1、數控鋼筋鋸切套絲打磨生產線首先對原材料鋼筋進行定尺的鋸切,在數控屏幕上設置需要鋸切鋼筋的長度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動撥到運料軌道上,鋼筋自動被運送到鋸床進行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長度后再通過運料軌道被運送到鋸切完畢的半成品儲料倉里等待套絲。4、半成品儲料倉里的鋼筋被一根一根的翻轉到套絲軌道上,分別進行兩個端頭的套絲。5、兩個端頭套絲完畢的鋼筋被翻轉到打磨軌道上進行兩個端頭的打磨。6、兩個端頭打磨完畢的鋼筋被翻轉到成品儲料倉里等待取用。由上可見,整個的生產流程中使用人工的地方非常少,因而數控鋼筋鋸切套絲打磨生產線越來越多的出現在了施工現場。很多的施工方有剛開始的不接受到后來的慢慢喜歡。數控鋼筋鋸切套絲打磨生產線越來越受到歡迎。在此向施工方要說明的是鋸切套絲打磨生產線是對原材料鋼筋的兩個端頭進行處理,而并非是對已經做好的籠子成品進行處理。而且數控鋼筋鋸切套絲打磨生產線也存在一些弊端,比如占地空間較大,對場地的平整度要求較高等。
 平頂山數控鋼筋套絲生產線10年經驗
平頂山數控鋼筋套絲生產線10年經驗
