








密集柜技術要求
(一)貨物需求:、
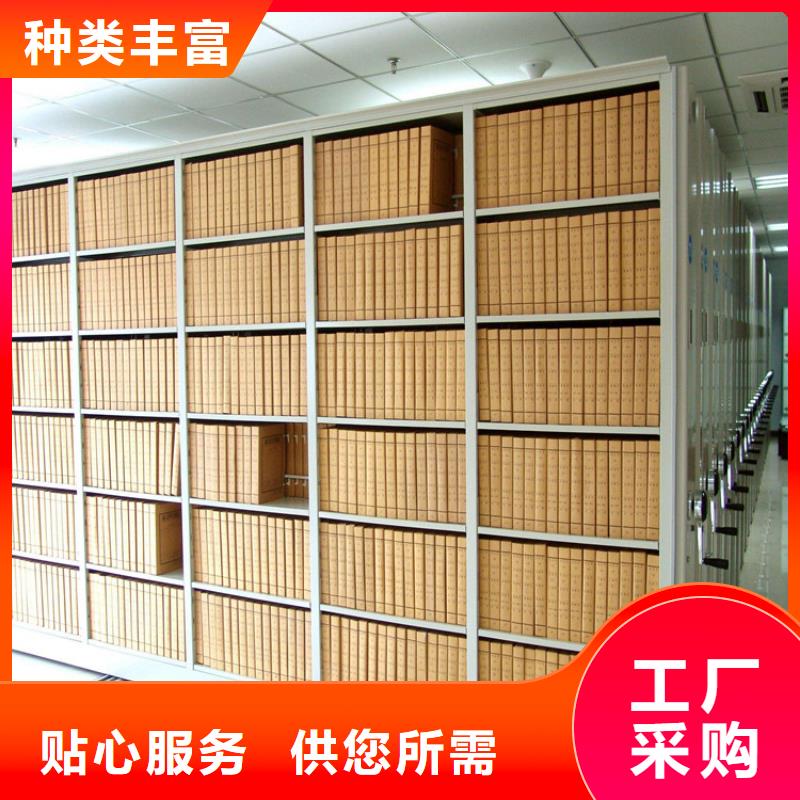
1、人事檔案庫所需密集柜共計75節。每節規格為:寬450mm*長900mm*高2300mm/6層半封閉式,每節立柱用整塊立板封閉。其中25節單獨管理需安裝單面門單面后背扳。
2、磁帶檔案庫所需密集架共計312節。每節規格為:寬450mm*長900mm*高2300mm/7層半封閉式,每節立柱用整塊立板封閉。
3、財務檔案庫所需密集架74節,每節規格為:寬620mm*長900mm*高2300mm/6層半封閉式,2節*15列,共30節; 寬620mm*長900mm*高2300mm/12層半封閉式,4節*11列,共44節。另外原有密集架搬遷(從電視臺原址到數字電視大廈)共36節。
(二)技術要求:
產品設計、生產、安裝嚴格按照 標準GB/T13667.3-2003手動密集架技術條件、GB/T13667.4-2003電動密集架技術條件執行,材料厚度符合行業標準D/7-92標準。必須經 、省級以上質檢部門出具的產品檢驗報告。
(三)工藝要求:
1、表面處理:各部零件在涂覆前,必須進行除油、除銹、清洗、表調、清洗、磷化、二遍清洗等工序,磷化處理按照GB6807-92標準執行,每道工序分槽處理,所用標準件及緊固件均氧化或鍍鋅處理。
2、表面涂覆采用亞光靜電噴塑(需有預烘干工序),粉末生產廠家需通過ISO14001環保認證及ISO9001質量認證,要求提供及產品合格證,表面均勻光亮、色澤一致、無劃傷,涂膜附著力應能達到GB1720中規定的一級指標。
3、產品生產工藝過程,下料、沖壓等工序全部達到模具化。零件組合焊接從軌道、立柱、底盤、面門的鉆孔等工序,全部達到工裝夾具化,以使產品具有互換性和協調性。
4、所有鈑金件、機加件加工后應打磨毛刺,無裂紋及傷痕。
5、所有焊接件不得采用抽釘或自攻釘連接形式,應全部采用螺栓活接。 6、安裝中所有同層擱板高度偏差不應大于2mm。
(四)技術指標:
1、底盤:采用整體焊接合拼一體式結構,側邦高度為120mm,雙彎邊加強,彎邊分別大于50mm和30mm,在工藝結構上,采用加強型整體輪架式,保證底盤在軌道上的運行效果,底盤部位噴塑,并經過防腐、防銹處理,互換性良好。
2、架體:架體結構為半封閉式,以保證檔案良好分隔。架體由立柱、擱板、封閉板、掛板、側板、面門、蓋板等組成。
3、立柱:為密集架的垂直骨架,五折彎邊成型,采用兩根立柱插入底盤式連接。立柱上沖孔,保證擱板、掛板沿立柱上的垂直方向調整高度,立柱結構尺寸為48*40mm方型。
4、擱板:高度可調整并可安裝懸掛書立,采用對接式小擱板,每層兩塊,每塊采用八道彎邊工藝,每層擱板均勻載重90kg以上。
5、掛板:為立柱與擱板之間的連接橋梁,由于它需要承受擱板上檔案的重量,需要厚度不低于1.2mm的整體優質冷軋鋼板,采用雙掛鉤式。
6、側板:采用整體凹式大側板,鋼板四周壓彎,保證側板弧形美觀,每列架體單面側板上部加裝兩個鋁合金標簽框,與側板用鉚釘連接固定。
7、蓋板:采用整體搭接式結構,能有效防止頂部灰塵進入,增加架體結構強度。
8、封檐板:要求密集架蓋板頂部封檐板為防水槽式,以防頂部意外漏水時進入架體淋濕檔案。
9、面門:面門安裝于架體的首列,采用1.2mm優質冷軋鋼板,通體大門板,門的間隙均勻一致,間隙在1-2mm之間。同時,門面裝有新樣彈簧式鎖具,美觀耐用。
10、架體要求按電腦、電動密集架制作,以便隨時進行升級。底盤要求裝有電機托板,面板要求有電動密集架控制開孔,預埋電動管線)每列密集架架體間的接觸面均有緩沖磁性密封膠條,邊架帶門加鎖,面板一側安有鎖定裝置,可整體鎖定。
11、傳動裝置:傳動裝置轉動靈活、平穩、搖力輕、無卡滯、打滑等現象。傳動裝置由搖把、鏈條、傳動軸、軸承、行走輪等組成。
12、搖把:要求采用折疊式手柄,避免通行障礙。搖把傳動結構為自動掛擋自動歸位式。當單列移動時,搖把搖力不大于12n乘以標準節。
13、鏈條:要求采用摩托車鏈條,破斷力≥1800kg。
14、傳動軸:要求用45#?20實心冷軋鋼,傳動方式為三級分力結構中間傳動,雙軸驅動,保證傳動強勁有力。
15、軸承:要求選用哈、瓦、洛三大軸承廠生產的1204雙排滾珠調芯軸承,使傳動軸同心轉動,保證傳動效果。
16、行走輪:要求使用鑄鐵輪,強度可靠、低噪音、耐久、具有防脫軌功能。






鑫泉柜業有限公司,現貨優質低價是我們的承諾!!時間與信譽是我們的宗旨!!!公司熱誠歡迎各界顧客前來參觀指導,看貨,常年主營 甘肅蘭州資料密集柜種類規格齊全.歡迎參觀指導,看貨訂貨!客戶di yi、信譽至上是我們的服務的宗旨,您的滿意是我們z u i大的欣慰!


