




漿液襯膠管】廠家銷售")
縱橫機械制造有限公司主要生產(chǎn)和銷售 云南麗江鋼襯塑等,集 云南麗江鋼襯塑產(chǎn)品設計,研發(fā)和生產(chǎn)于一體。所有 云南麗江鋼襯塑產(chǎn)品采用國際質(zhì)量標準,產(chǎn)品遠銷海外,享譽海內(nèi)外眾多市場。公司年銷售額1000w。為了保證客戶的滿意度,我們引進了先進的設備設施,并在 云南麗江鋼襯塑生產(chǎn)各個環(huán)節(jié)貫徹完整的質(zhì)量檢查措施。
漿液襯膠管】廠家銷售")
漿液襯膠管】廠家銷售")
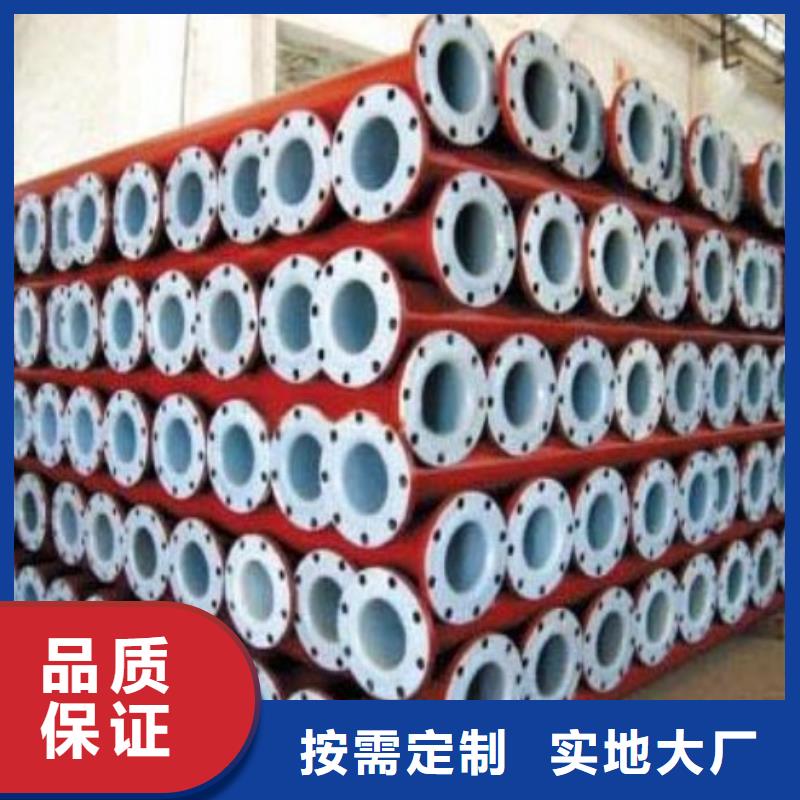
鋼廠硫酸管道 襯塑管道
我公司是家集生產(chǎn)、研發(fā)、銷售于體的鋼廠硫酸管道,襯塑管道生產(chǎn)廠家,公司實力雄厚,產(chǎn)品質(zhì)優(yōu)價廉,深受業(yè)內(nèi)人士好評,歡迎廣大客戶到我公司考察洽談!
鋼廠硫酸管道,襯塑管道技術(shù)要求:
1、設備制造驗收規(guī)范按HGJ92-90標準、GHJ33-91標準;
2、設備及管件法蘭按GB2555-81、GHJ45-91標準或用戶要求配制
3、設備焊接按GB/T4709-92標準,焊縫按GB13985-88標準;
4、選用JG-873型電火花孔探傷儀,輸出電壓5KV-30KV探頭在防腐襯里層表面以移動速度不超過50mm/s探測,以不擊穿為合格
漿液襯膠管】廠家銷售")
漿液襯膠管】廠家銷售")
漿液襯膠管】廠家銷售")
襯塑管道檢測:
1、襯塑管道內(nèi)襯原材料材質(zhì)檢測;
2、內(nèi)襯厚度檢測(≧3mm);
3、剝離強度檢測(聚乙烯襯層與管內(nèi)壁粘接力≧70N/cm);
4、電火花檢測(內(nèi)襯層15KV電火花檢測,應無漏電);
5、壓力試驗檢測(DN150/200/300/400:水壓試驗壓力:21MPa和氣壓試驗壓力16.5MPa;DN600水壓試驗壓力:5.0MPa和氣壓試驗壓力4.0MPa;);
6、絕緣電阻、電絕緣強度檢測。
漿液襯膠管】廠家銷售")
漿液襯膠管】廠家銷售")
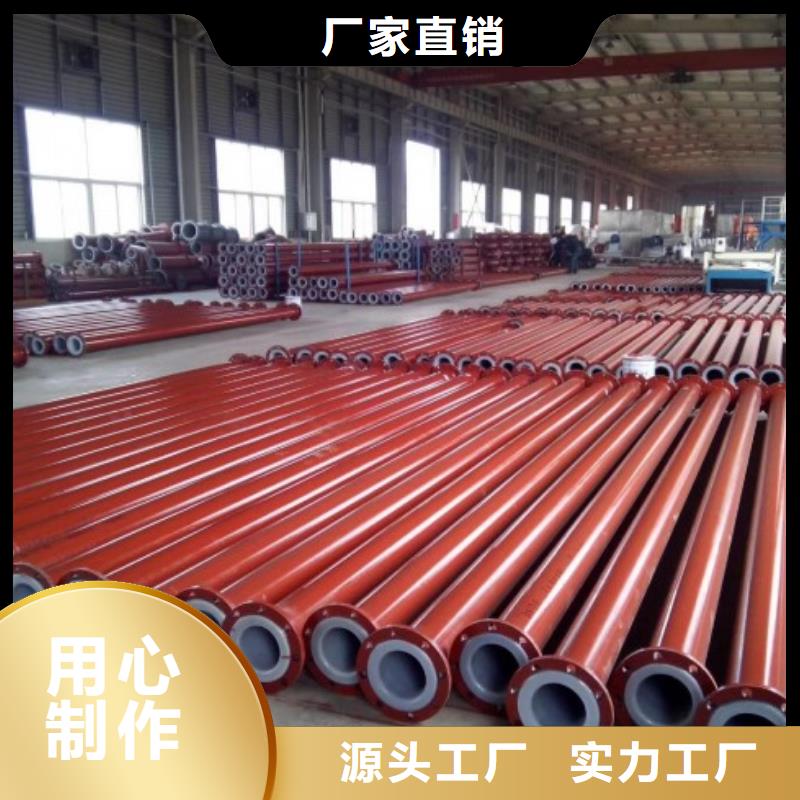
襯塑鋼管管溝制做工藝
一、襯塑鋼管的管溝制做 1. 非常容易出現(xiàn)的難題; 襯塑鋼管的滾槽明確提出了比一般熱鍍鋅鋼管滾槽更高的規(guī)定,機械設備采用不善、實際操作不善都將會造成襯塑層的掉下來、破裂。
一、襯塑鋼管的管溝制做
1. 非常容易出現(xiàn)的難題;
襯塑鋼管的滾槽明確提出了比一般熱鍍鋅鋼管滾槽更高的規(guī)定,機械設備采用不善、實際操作不善都將會造成襯塑層的掉下來、破裂。
2.滾槽磨具的挑選、對機械設備的規(guī)定:因為襯塑鋼管的滾槽歸屬于新式聯(lián)接加工工藝,相對性應的滾槽機器設備沒有同歩升級,對于滾槽全過程中襯塑層掉下來或破裂的狀況,滾槽磨具直徑增加,超過無縫鋼管公稱直徑的2/3,擴大觸碰總面積,減少部分襯塑層的滑動摩擦力,合理的避免襯塑層掉下來,滾槽磨具與管路表面選用紋路狀,撤銷原先滾槽磨具的齒狀或構(gòu)造,避免襯塑層被切破、磨碎.
二、襯塑鋼管管溝制做生產(chǎn)流程及操作流程中應留意的難題
滾槽工程施工步驟:
1、用激光切管機將無縫鋼管按需要長短激光切割,創(chuàng)口應整平。創(chuàng)口處若有毛邊,用維修工具除掉兩邊塑膠和無縫鋼管毛邊,將襯塑層薄厚1/2倒圓角。
2、將需生產(chǎn)加工管溝的鋼管架建在滾槽機和滾槽機尾墻上。
3、在無縫鋼管上置放水準儀,用水準儀測量,使無縫鋼管處在水準部位。
4、將無縫鋼管內(nèi)孔與滾槽機止面緊貼,使無縫鋼管中心線與滾槽機止面呈95度。
5、起動滾槽機電工程機。緩緩壓下去液壓千斤頂,使上輪勻稱噴焊無縫鋼管至設置管溝深度1已經(jīng),實際主要參數(shù)見下表,關(guān)機。
6、用千分尺查驗管溝的深度1和總寬,確定符合規(guī)定規(guī)定。
7、液壓千斤頂拋撐,取下無縫鋼管。
漿液襯膠管】廠家銷售")
