


想知道方矩管實心方鋼廠家交貨準時產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。
以下是:方矩管實心方鋼廠家交貨準時的圖文介紹




安徽方矩管重量計算公式:4*壁厚*(邊長-壁厚)*0.00785
矩形管重量計算公式:{(周長÷3.14)-壁厚}*壁厚*0.02466
備注:以上單位為kg/m,其中壁厚和邊長的單位為毫米,即mm。
安徽方矩管生產工藝流程
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成方管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。


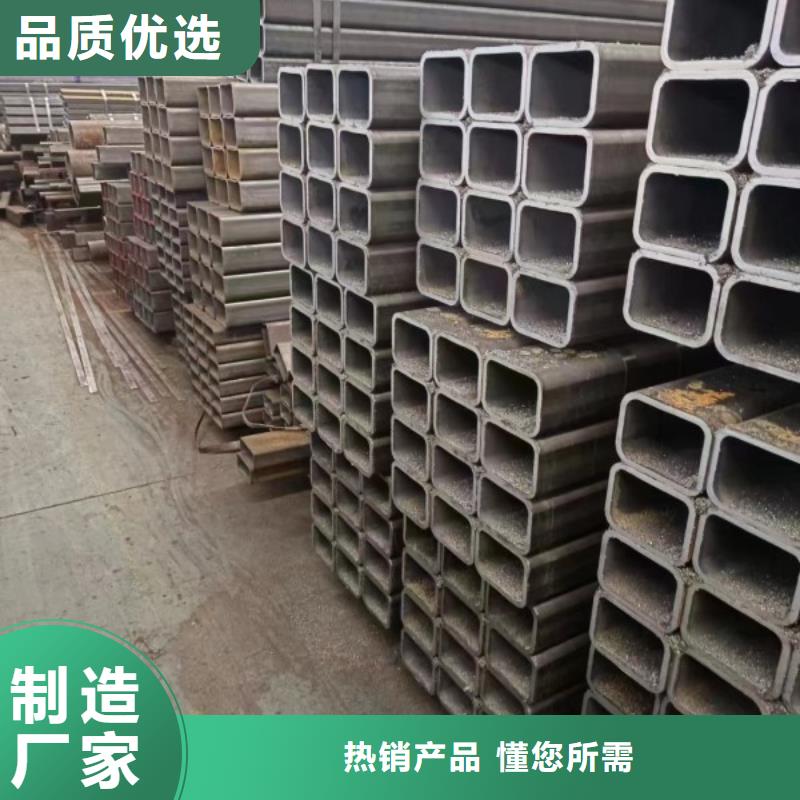
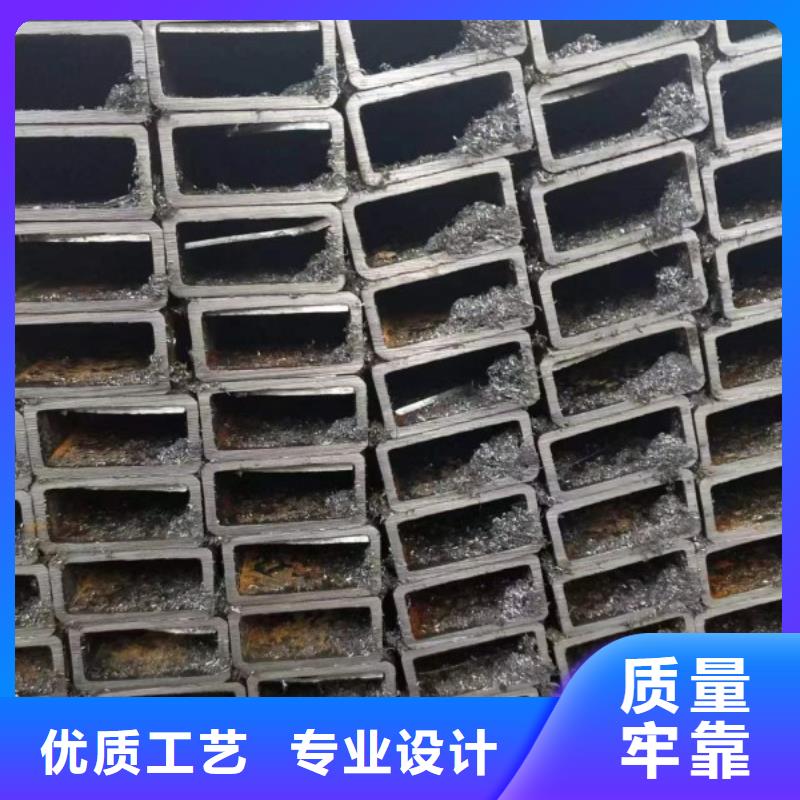
安徽方矩管光潔度:
1 無縫 方矩管內外表面應光滑平整、無氣泡、無折疊。
2 內表面積小于100平方毫米時 ,內表面積允許公差為±0.2mm。
3 內表面積大于100平方毫米 時 ,內表面積允許公差為±0.5mm。
4 內表 面不允許有裂紋及折疊現象;5 不得有結疤 6 無明顯的劃傷及碰傷痕跡 。
(2) 安徽方矩管平整度:
1 無縫方管內外表面應平整光滑 。
2 用10倍放大鏡觀察時 ,不應有明顯的凹凸不平。
3 管口端面與管子中心線垂直 。
4 管口端面不得有毛刺 。
5 管子彎曲處不得出現折皺。
6 管子兩端面應平行。
7 除銹后的焊縫處不允許有明顯凸起。
8 不應有明顯凹坑 。
9 不允許有影響使用的缺陷。
10 安徽方矩管當采用卷板機焊接時 ,焊縫處的圓角半徑不應小于母材的厚度。
