



想要一睹【無縫管合金鋼管N年專注】產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:【無縫管合金鋼管N年專注】的圖文介紹
九晨鋼鐵制造有限公司是一家專業生產 內蒙古興安流體管生產廠家的廠家,公司集生產,銷售于一體,在長期的實踐中積累了豐富的經驗。公司實力雄厚,技術完善,設備先進。公司始終堅持嚴格的質量管控,完善的售后服務技術,在全國各地建立了本地化的安裝。主打產品 內蒙古興安流體管生產廠家。我們對產品、對客戶負責的態度,將品質作為選擇材料的先決條件,打造高質量產品。以優良的服務、贏得了廣大用戶的青睞。在同行業中處于領先位置。公司以團結開拓,誠信自強的企業精神為廣大用戶提供優質的產品與的服務。我公司廠房地理位置優越,交通便利。歡迎各界朋友來我公司考察或致電洽談。

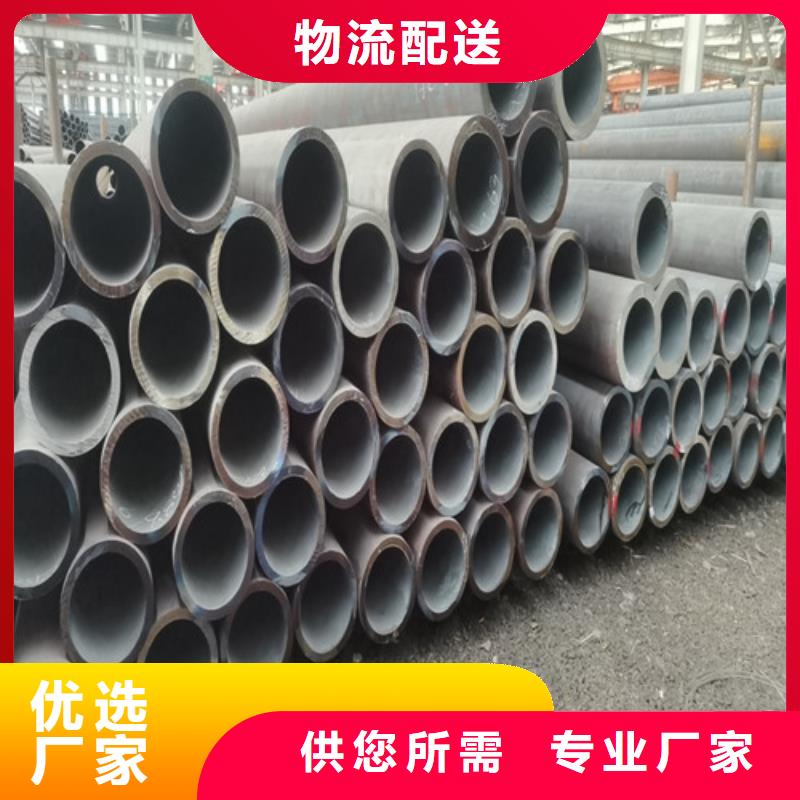
4140無縫管 介紹跟用途
強度、淬透性高,韌性好,淬火時變形小,高溫時有高的蠕變強度和持久強度。用于制造要求較35CrMo鋼強度更高和調質截面更大的鍛件,如機車牽引用的大齒輪、增壓器傳動齒輪、后軸、受載荷極大的連桿及彈簧夾,也可用于 2000m以下石油深井鉆桿接頭與打撈工具等。
4140是合金結構鋼
執行標準: ASTM A29/A29M-04 [1]
4140無縫管特性
鋼材,此鋼擁有良好的加工性,加工變形小,抗疲勞性能相當好,屬中等等淬透性鋼,4140熱處理后有較好的強度和良好的綜合力學性能,工藝性好,成材率高. 使用溫度為427攝氏度.4140強度、淬透性高,韌性好,淬火時變形小,高溫時有高的蠕變強度和持久強度。用于制造要求較35CrMo鋼強度更高和調質截面更大的鍛件,如機車牽引用的大齒輪、增壓器傳動齒輪、后軸、受載荷極大的連桿及彈簧夾,也可用于 2000m以下石油深井鉆桿接頭與打撈工具,并且可以用于折彎機的模具等。
強度、淬透性高,韌性好,淬火時變形小,高溫時有高的蠕變強度和持久強度。用于制造要求較35CrMo鋼強度更高和調質截面更大的鍛件,如機車牽引用的大齒輪、增壓器傳動齒輪、后軸、受載荷極大的連桿及彈簧夾,也可用于 2000m以下石油深井鉆桿接頭與打撈工具等。
4140是合金結構鋼
執行標準: ASTM A29/A29M-04 [1]
4140無縫管特性
鋼材,此鋼擁有良好的加工性,加工變形小,抗疲勞性能相當好,屬中等等淬透性鋼,4140熱處理后有較好的強度和良好的綜合力學性能,工藝性好,成材率高. 使用溫度為427攝氏度.4140強度、淬透性高,韌性好,淬火時變形小,高溫時有高的蠕變強度和持久強度。用于制造要求較35CrMo鋼強度更高和調質截面更大的鍛件,如機車牽引用的大齒輪、增壓器傳動齒輪、后軸、受載荷極大的連桿及彈簧夾,也可用于 2000m以下石油深井鉆桿接頭與打撈工具,并且可以用于折彎機的模具等。

無縫鋼管的水淬火是一個重要的生產工藝。以往的水淬火設備的淬火工藝流程是經淬火爐加熱的鋼管由上料裝置直接放入到裝滿冷卻水的淬火槽中冷卻,一定時間后再由出料裝置撥出。這樣的淬火工藝存在一定的缺陷。很容易造成鋼管冷卻不均勻,產生彎曲、開裂等缺陷,影響鋼管的性能。
新型的水淬火設備消化吸收了國內、外先進的淬火技術,在此基礎上又進行了多項技術革新,有效的提高了冷卻均勻性和淬透性,減少了淬裂、彎曲、橢圓等缺陷,是集液壓、機械、電氣、計算機控制于一體的新型水淬火設備,現已在投入使用。新型用水淬火設備,采用先進的“外淋+旋轉+內噴”淬火工藝,并進行了大量的結構改造、技術革新,有效的提高了鋼管的精度和機械性能,大大減少了淬裂、彎曲、橢圓等缺陷。實踐證明此水淬火設備具有淬火均勻、冷卻速度快、淬后鋼管精度高、硬度高、耐磨性強等諸多優點。


焊接Q345B無縫鋼管時要注意哪些地方呢?下面本公司給您們講解一下!
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。



