


無縫鋼管厚壁無縫管N年生產(chǎn)經(jīng)驗視頻展示,產(chǎn)品更生動!讓您親眼見證其優(yōu)點和特點,為您的購買決策提供有力支持。
以下是:無縫鋼管厚壁無縫管N年生產(chǎn)經(jīng)驗的圖文介紹
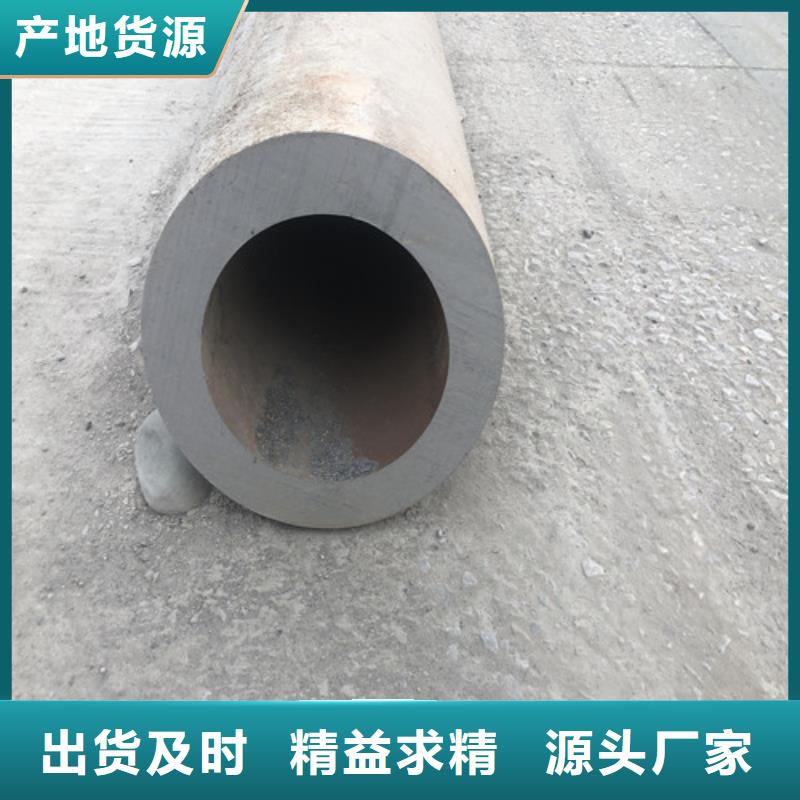
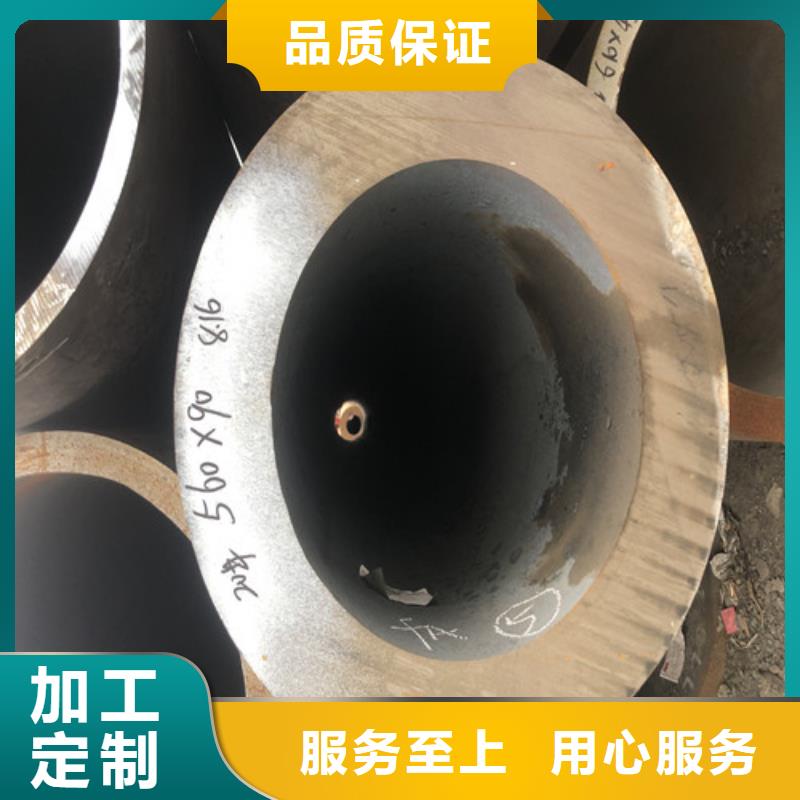
大口徑無縫鋼管生產(chǎn)(Produce)熱軋方式與無縫鋼管擠壓方式生產(chǎn)的區(qū)別/哪種比較實用 無縫鋼管擠壓方式生產(chǎn)(Produce) 擠壓法是指將金屬坯料置于由擠壓筒、擠壓模和擠壓桿組成的“封閉(fēng bì)”容器內,由擠壓桿施加壓力(pressure)迫使金屬從擠壓模孔流出,而獲得金屬塑性成型(Forming)的方法(method),這是一種歷史悠久的無縫鋼管制造(zhì zào)方法。厚壁無縫鋼管按照斷面形狀,無縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、 帶翅管多種復雜形狀。根據(jù)擠壓桿施力方向與金屬流動方向相對關系,擠壓法可分為正擠壓和反擠壓兩種。正擠壓施力方向與金屬流動方向一致,反擠壓相反。反擠壓具有擠壓力小、擠壓比大、擠壓速度快、可降低(reduce)擠壓溫度(temperature)、改善擠壓條件(tiáo jiàn)、容易實現(xiàn)等溫/等壓/等速擠壓、提高產(chǎn)品(Product)組織性能(xìng néng)和尺寸精度(度)、可減少擠壓結束時金屬壓余量,提高金屬收得率等優(yōu)點;但其操作(operate)相對不方便,且制品斷面尺寸受擠壓桿尺寸的限制。 大口徑無縫鋼管生產(chǎn)(Produce)熱軋方式 熱軋無縫鋼管的生產(chǎn)(Produce)工藝( technology)流程包括坯料軋前準備、管坯加熱(heating )、穿孔、軋制、定減徑和鋼管冷卻(cooling)、精整等幾個基本工序。精密無縫鋼管 直徑達650mm,小直徑為 0.3mm。根據(jù)用途不同, 有厚壁管和薄壁管。無縫鋼管主要用做石油地質鉆探管、石油化工用的裂化管、鍋 爐管、軸承管以及汽車、拖拉機、航空用高精度結構鋼管。厚壁無縫鋼管由整塊金屬制成的,表面上沒有接縫的鋼管,稱為無縫鋼管。根據(jù)生產(chǎn)方法,無縫管分熱軋管、冷軋管、冷拔管、擠壓管、頂管等。
經(jīng)驗")
經(jīng)驗")
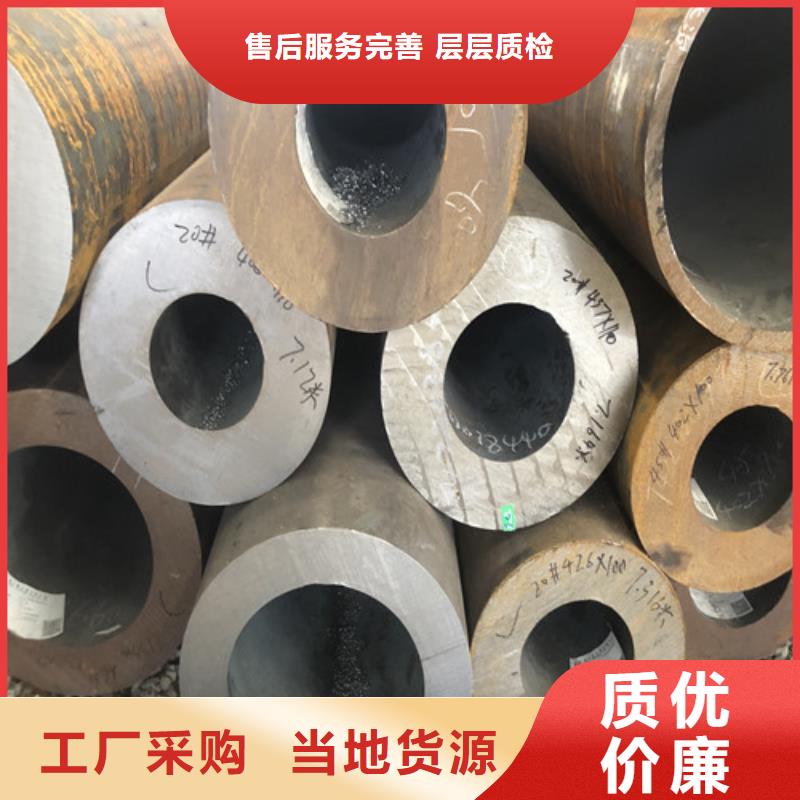
無縫鋼管是用鋼錠或實心管坯經(jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無縫鋼管的規(guī)格用外徑*壁厚毫米數(shù)表示。無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。本章無縫鋼管廠家就來為大家介紹下熱軋無縫鋼管的基本標準有哪些 熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。 冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。 熱軋無縫管外徑一般大于32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 一般用無縫鋼管是用10、20、30、35、45等優(yōu)質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、 40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。 一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱以熱處理狀態(tài)交貨。
經(jīng)驗")
經(jīng)驗")
經(jīng)驗")
無縫鋼管切斷處理問題 無縫鋼管矯直后,要進行初次檢查吹灰以確定切頭、尾長度。無縫鋼管切斷的目的是具有裂紋、結、疤、撕裂和壁厚不均的端頭,以獲得要求的定尺無縫鋼管,另外切除經(jīng)檢查后不合格難于挽救的缺陷,如內折、內結疤、嚴重的壁厚不均一等。一般前者的切斷在作業(yè)線上進行,而后者離線切斷 無縫鋼管熱處理時保溫時間的控制 無縫鋼管熱處理時保溫時間應保證爐內鋼管能完全燒透,使其溫度均勻,并完成應有的組織轉變,從而獲得均勻的組織和性能。一般提高加熱溫度可以適當縮短保溫時間。在進行低溫退火(包括軟化、應力及再結晶退火)時,退火溫度愈接近于下臨界點A1,無縫鋼管的回復愈快,加工硬化的作用愈完全,因此,保溫時間也可以適當縮短。
經(jīng)驗")
經(jīng)驗")
經(jīng)驗")
凡有意向購買我公司 常德武陵厚壁無縫鋼管者,我公司特邀您前來:
一、現(xiàn)場看 常德武陵厚壁無縫鋼管生態(tài)流程,了解我們的生產(chǎn)能力;
二、帶您到公司現(xiàn)有的成功案例現(xiàn)場考察咨詢學習;
三、意向確定后公司派技術員根據(jù)您的要求24小時全程負責溝通。
經(jīng)驗")
經(jīng)驗")
接連油管是一種單根長度達幾千米并可重復曲折、完成多次塑性變形的新式石油管材。接連油管及其工作配備被稱作“全能工作機”,在國外如美國、加拿大等 ,接連油管已成為油田工作中必不可少的石油配備。當前長接連油管是9000m長,關于這種特別油管制作的核心技術是: 1、化學元素 因為嚴厲的執(zhí)役環(huán)境,對接連油管資料力學功能和抗腐蝕功能有較高的需求,要對資料的化學成分優(yōu)化規(guī)劃,還有必要對鍛煉、軋制等完成全流程潔凈化操控,盡量減少攙雜物和S、P等有害元素含量。 2、加工 因為位錯增殖等緣由導致的加工硬化和包申格效應一起作用后,管體強度的改換規(guī)則加以操控。 3、熱處置 經(jīng)過對管體熱處置,完成安排和功能的 操控,特別是高強度與高塑性以及低的剩余應力。 4、焊接技能 對低碳微合金鋼,當前主要選用HFW焊接技能,需求研討 焊接技能參數(shù)(如電流、電壓、頻率、焊接速度、成形角、擠壓量等),研討焊縫以及焊縫熱處置技能。 5、板材對接 要完成HFW焊管接連出產(chǎn),有必要先將板材接長,當前板材對接主要選用TIG、MAG和等離子焊接等辦法。正在研討的辦法是拌和摩擦焊辦法。 6、管材對接 接連油管在使用過程中可能會形成有些損害,有必要將損害或缺點有些切除去,并經(jīng)過焊接將管子連接起來。傳統(tǒng)的對接辦法通常選用手藝TIG焊,焊接質量難以操控,當前使的是全自動焊接技能。 7、新制作技能 如CVR技能,即選用同一規(guī)范的管坯的接連管,在線經(jīng)過中頻感應加熱到940℃,經(jīng)過熱機械軋制,一方面完成HFW焊縫優(yōu)化或無縫化,另一方面完成變壁厚或變徑。別的,還有特別用不銹鋼接連管激光焊接技能等
經(jīng)驗")
經(jīng)驗")
經(jīng)驗")
點擊查看東環(huán)管業(yè)有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
