



想要一睹【cr12mov】_金屬熱處理實(shí)力見證產(chǎn)品的風(fēng)采嗎?別猶豫,我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個精彩瞬間,從細(xì)節(jié)中感受品質(zhì),從畫面中捕捉魅力。
以下是:【cr12mov】_金屬熱處理實(shí)力見證的圖文介紹
力見證")
力見證")
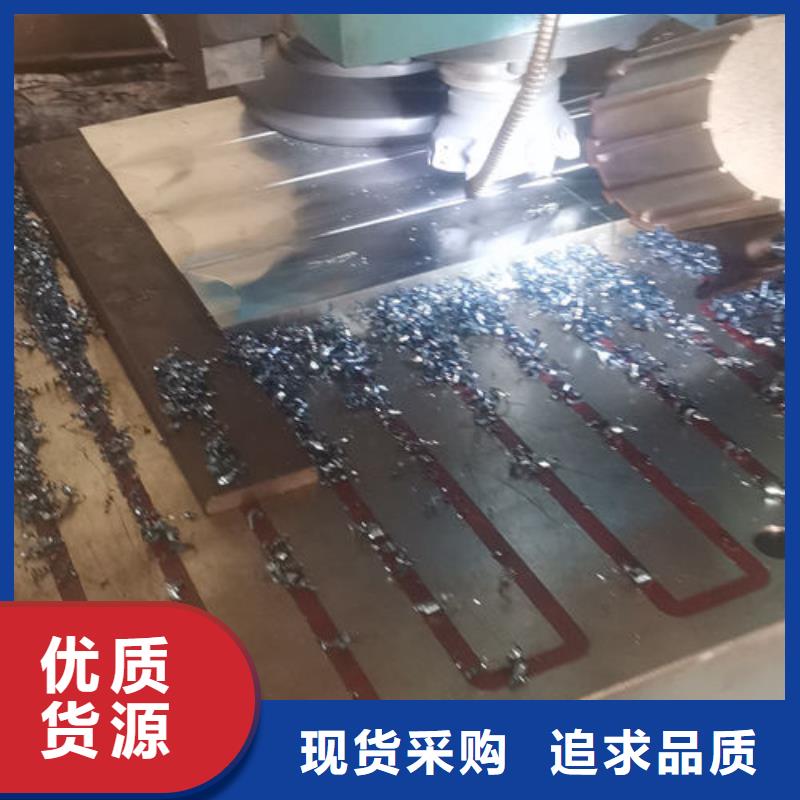
冷作模具鋼的熱處理特點(diǎn) 淬火、回火是冷作模具零件強(qiáng)韌化的主要方法。 cr12mov模具零件淬火工藝參數(shù)如淬火的奧氏體化溫度或淬火溫度偏離常規(guī)的溫度范圍是常有的,有時是必要的,就是說零件的熱處理工藝過程必須結(jié)合生產(chǎn)實(shí)際情況。回火的工藝規(guī)范,則取決于模具零件的熱處理技術(shù)要求。 1)冷作模具鋼含合金元素量大且品種多,合金化較復(fù)雜。鋼的導(dǎo)熱性差,而奧氏體化溫度又高,因此加熱過程宜緩慢,多采用預(yù)熱或階梯式升溫。 2)為保證鋼的表面質(zhì)量,應(yīng)重視加熱介質(zhì),所以控制氣氛爐、真空爐等先進(jìn)加熱設(shè)備和方法普遍采用,鹽浴加熱應(yīng)充分脫氧、凈化。 3)在達(dá)到淬火目的的前提下,應(yīng)采用較緩和的冷卻方式。等溫淬火、分級淬火、高壓氣淬、空冷淬火等是常用的方法。 4)為了進(jìn)一步強(qiáng)化,采用效果顯著的冷處理或滲氮等表面處理方法。 5)鹽浴處理后應(yīng)及時清理,工序間的防護(hù)工作很重要。 6)冷作模具鋼價格昂貴,冷作模具零件加工復(fù)雜、制造周期長、綜合成本高。所
力見證")
力見證")
力見證")
炬晟特鋼擁有一支技術(shù)過硬,作風(fēng)優(yōu)良的生產(chǎn)銷售【景德鎮(zhèn)珠山模具熱處理】團(tuán)隊(duì)! 公司的發(fā)展戰(zhàn)略目標(biāo):實(shí)事求是、腳踏實(shí)地、開拓創(chuàng)新、誠信服務(wù)于國內(nèi)外客戶、發(fā)展具有特色的【景德鎮(zhèn)珠山模具熱處理】行業(yè)共贏之路! 為了更好地迎接未來的機(jī)遇與挑戰(zhàn),公司誠邀有志之士加盟,在公司發(fā)展壯大的過程中,體現(xiàn)人生價值,實(shí)現(xiàn)個人夢想。
力見證")
力見證")
cr12mov現(xiàn)在我們做熱做模具鋼模具用高溫回火,有工程師說回火次數(shù)增加會影響模具的紅硬性,也就是回火次數(shù)多了材料紅硬性會降低。第二個問題是回火保溫時間越長越好嗎可能保溫3個小時就可以了,我們保溫6個小時會對材料性能有不好的影響嗎我們這邊的做法是,H13 50公斤以內(nèi),沒有其他特別處理一般兩次回火,時間4小時左右,100-200公斤左右的三次會火。超100公斤的中大型模具要在540度等溫一下,回火三次或四次。如果要做壓鑄模至少三次。一次緩慢冷卻.主要是回火時間,太長了會影響壽命。通常采用壓淬方式來保證變形小的工件,都是比較薄,且較小的工件;利用其尚在奧氏體狀態(tài),塑性比較好的時候,施加壓力,使其平整;這種工藝能夠較好的解決薄板類工件的熱處理變形問題。 太厚,太大的工件,在操作上會有困難,工裝也比較復(fù)雜;如你所說,其應(yīng)力變化也比較復(fù)雜,不適用此壓淬方法。
力見證")
力見證")
力見證")
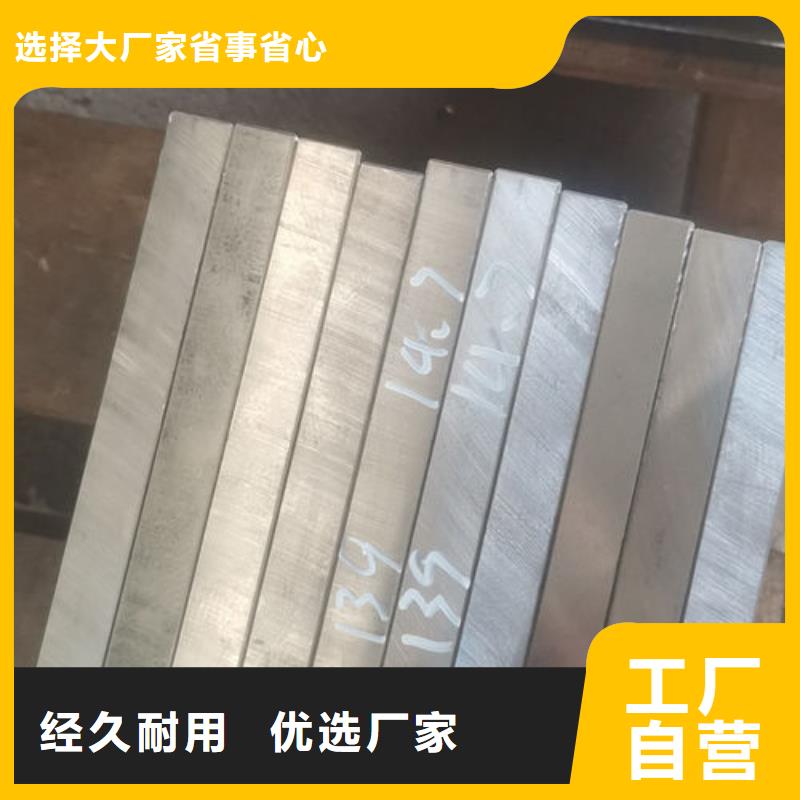
cr12mov 該鋼可用于制作材料厚度 >3mm沖模復(fù)雜形狀的凸觸凹觸鑲件。制作凸觸和凹觸時硬度為58~62HRC 60 制作凹模時~64HRC. 用于生產(chǎn)鋁件冷擠壓的沖頭模具凹模制作沖頭硬度為60~62HRC, 凹模制作硬度62-64HRC. 用于生產(chǎn)銅件冷擠壓模沖頭模, 使用硬度為62~64HRC. 用于鋼件冷擠壓模沖模凹模, 使用硬度為62~64HRC. 本公司“與時并進(jìn),緊貼客戶”,集銷售、服務(wù)和技術(shù)于一身的專業(yè)企業(yè)。專為客戶提供各種優(yōu)質(zhì)鋼材,有充足的存貨以配合客戶不同的需求,此外我司隨時為廣大客戶提供精、光料加工及熱處理一條龍服務(wù)。 用于形成碳的質(zhì)量分?jǐn)?shù) 0.65% ~0.80% 的彈簧板。硬度為 37 ~42HRC, 使用壽命可達(dá) 150,000 次.用于構(gòu)成彈簧鋼板0.65%~0.80%的碳質(zhì)量分?jǐn)?shù), 硬度37~42HRC, 和額外的氮化處理, 使用壽命可達(dá) 400,000 次.
力見證")
點(diǎn)擊查看炬晟特鋼的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
