

想要更深入地了解我們的鋼板矩形管實力廠商產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:鋼板矩形管實力廠商的圖文介紹

鑫銘萬通商貿有限公司服務多行業,秉著“崇尚質量、以人為本、追求卓越”的宗旨,以的的品質、合理的價格及完善的服務不斷贏得用戶的信賴和好評。


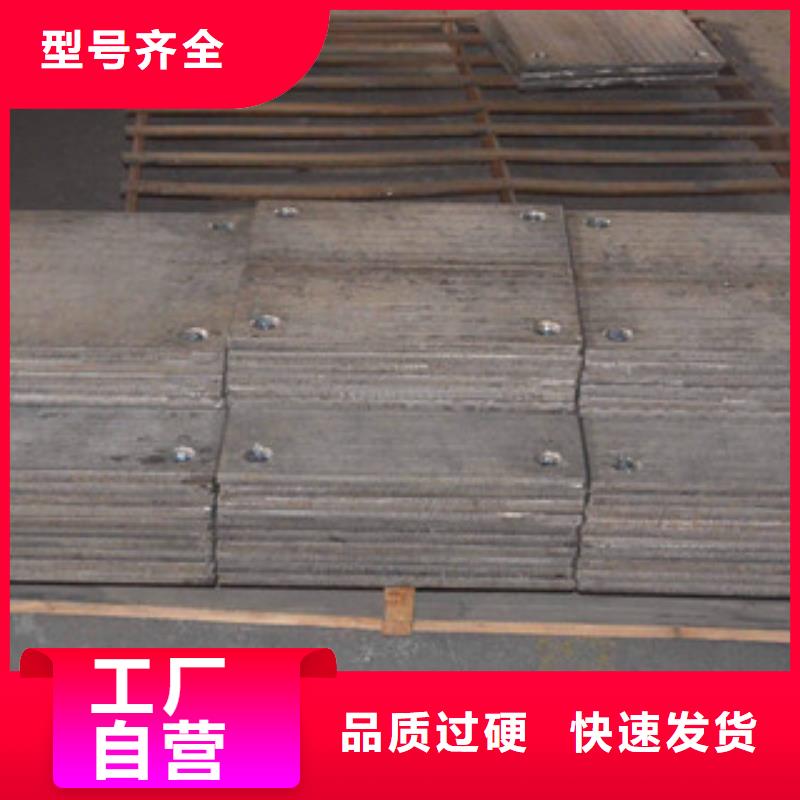
雙金屬復合襯板的焊縫余高控制
主要闡述了控制輸送用埋弧焊雙金屬復合襯板內、外焊縫余高的重要性。焊縫的余高大,則焊縫的應力集中系數大,容易形成應力腐蝕裂紋。外焊縫余高大,不利于防腐;內焊縫余高大,將會增加輸送介質的能源損失等。
埋弧焊雙金屬復合襯板對焊接質量的評價,首先是看內、外焊縫的余高及其形狀控制得好不好,焊縫流線是否規整。焊縫余高大且不是圓滑過渡過,則焊縫焊趾部位的應力集大系數大,對抗SCC不利。此外,外焊縫余高大,會給管子的陳記腐作業增加難道,成本增高;內焊的余高大,則對管道輸送介質的摩擦阻力大,管輸耗能也就大。因此,在生產埋弧雙金屬復合襯板時,必須控制內、外焊縫的余高。API 5L 標準中規定的焊縫余高只是 標準,而油氣輸送管線和海洋用管均將焊縫余高控制在2.5mm以下。

鑫銘萬通商貿有限公司



但是,由于碳氫基團的熱解吸以及結構的重組降低了薄膜的厚度,并且熱解吸還導致薄膜的疏水性能降低。其次真空熱處理降低了薄膜的漏電流,并且使SiCOH/Si界面的界面態發生改變。
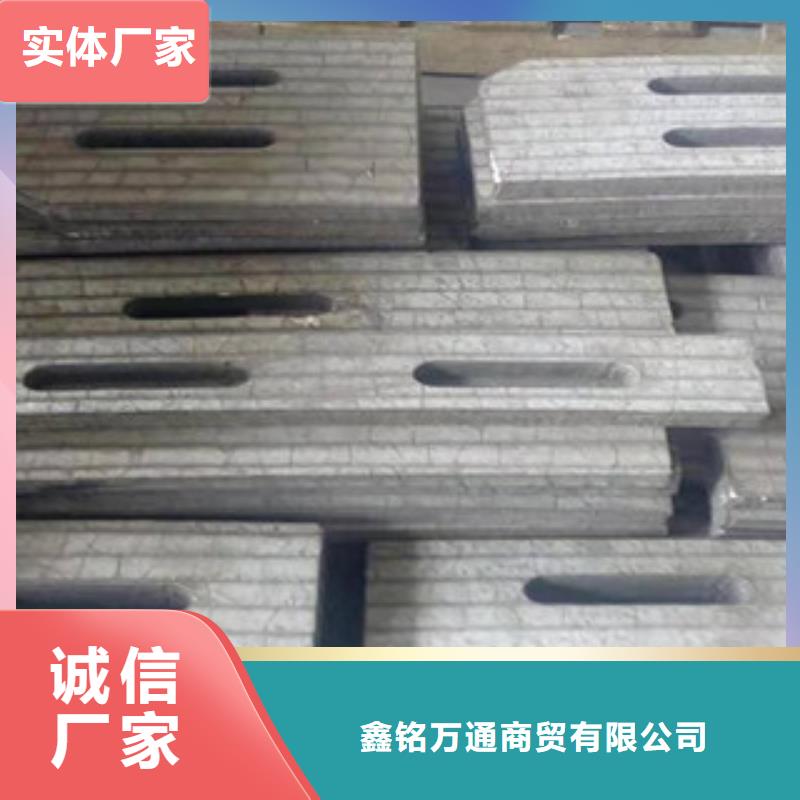
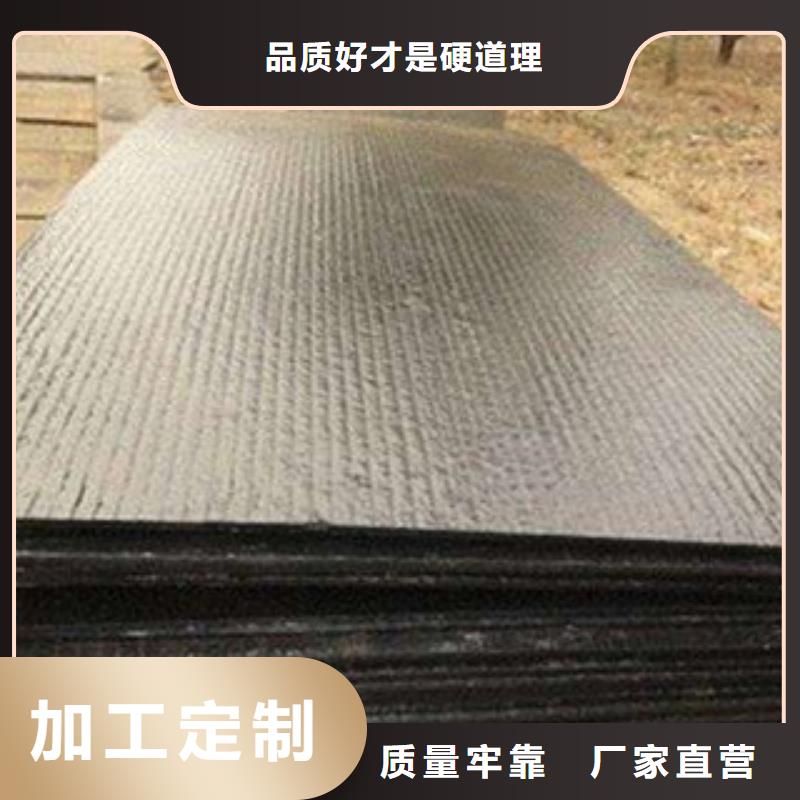
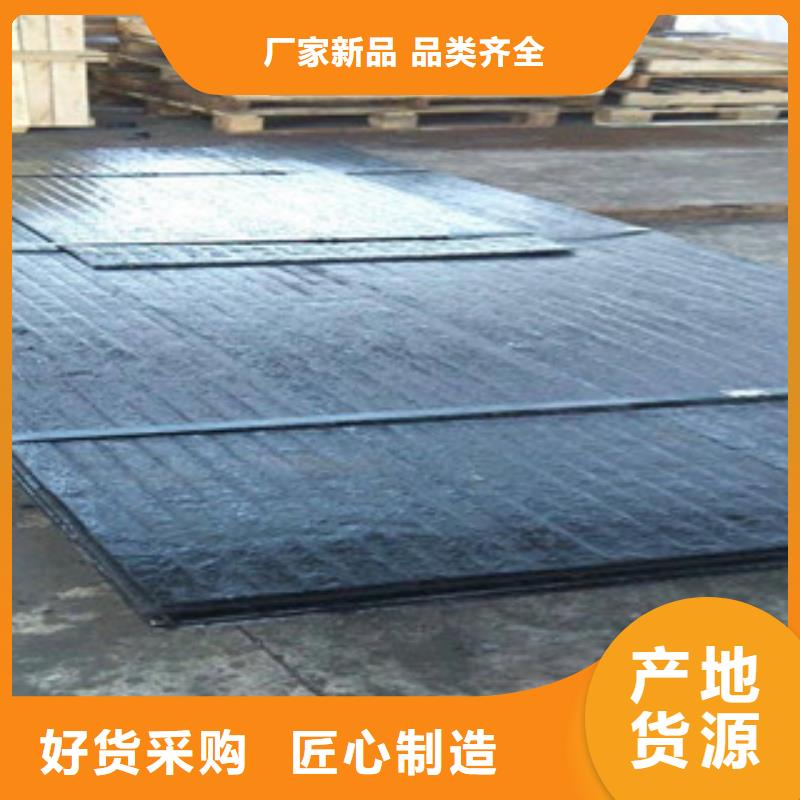
(1)焊接方法。復合耐磨板對過熱十分敏感,因此宜采用焊條電弧焊和TIG焊等焊接熱輸入較低的焊接方法,也可以MIG和埋弧焊,電渣焊與氣焊引起晶粒粗大,不宜采用。
(2)焊接材料的選用。復合耐磨板焊接可以采用同質焊接材料,也可采用異質焊接材料。前者的化學成分應與母材相近,后者主要是奧氏體鋼型焊接材料,通常用于不允許進行預熱或焊后熱處理的場合,對于要求耐高溫腐蝕和抗氧化的焊接接頭,應優先使用同質材料。
(3)焊接熱輸入。復合耐磨板的突出問題是接頭脆化,主要原因之一是過熱區晶粒長大。長大程度取決于接頭所達到的 溫度及其停留時間。為了避免在高溫下長時間停留而導致粗晶和σ相析出脆化,應采用盡可能低的熱輸入。
(1)焊接方法。復合耐磨板對過熱十分敏感,因此宜采用焊條電弧焊和TIG焊等焊接熱輸入較低的焊接方法,也可以MIG和埋弧焊,電渣焊與氣焊引起晶粒粗大,不宜采用。
(2)焊接材料的選用。復合耐磨板焊接可以采用同質焊接材料,也可采用異質焊接材料。前者的化學成分應與母材相近,后者主要是奧氏體鋼型焊接材料,通常用于不允許進行預熱或焊后熱處理的場合,對于要求耐高溫腐蝕和抗氧化的焊接接頭,應優先使用同質材料。
(3)焊接熱輸入。復合耐磨板的突出問題是接頭脆化,主要原因之一是過熱區晶粒長大。長大程度取決于接頭所達到的 溫度及其停留時間。為了避免在高溫下長時間停留而導致粗晶和σ相析出脆化,應采用盡可能低的熱輸入。

