
nmgsy<青海>神悅鋼材有限公司
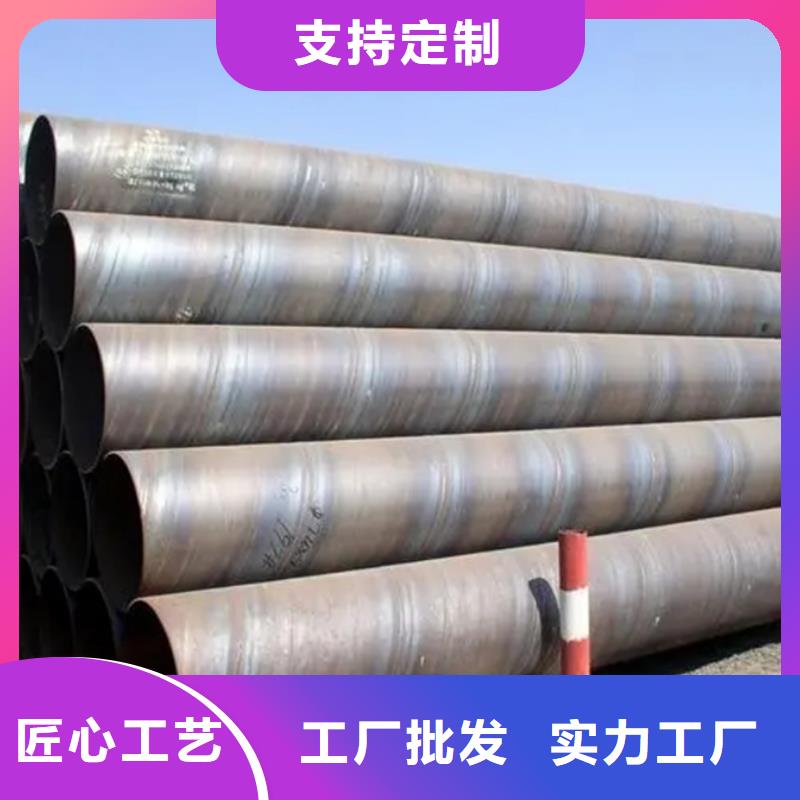
對于青海防腐螺旋管來說一般常用的有布氏、洛氏、維氏硬度三種。 1、維氏硬度(HV)維氏硬度試驗也是一種壓痕試驗方法,是將一個相對面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗力(F)壓入試驗表面,經(jīng)規(guī)定保持時間后卸除試驗力,測量壓痕兩對角線長度。維氏硬度值是試驗力除以壓痕表面積所得之商,其計算公式為式中:HV--維氏硬度符號,N/mm2(MPa); F--試驗力,N; d--壓痕兩對角線的算術平均值。維氏硬度采用的試驗力F為5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六級,可測硬度值范圍為5~1000HV。 2、布氏硬度(HB)用一定直徑的鋼球或硬質(zhì)合金球,以規(guī)定的試驗力(F)壓入式樣表面,經(jīng)規(guī)定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)布氏硬度值是以試驗力除以壓痕球形表面積所得的商。3、防腐螺旋鋼管的洛氏硬度(HK)洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。即,在初邕試驗力(Fo)及總試驗力(F)的先后作用下,將壓頭壓入試樣表面,經(jīng)規(guī)定保持時間后,卸除主試驗力,用測量的殘余壓痕深度增量(e)計算硬度值。
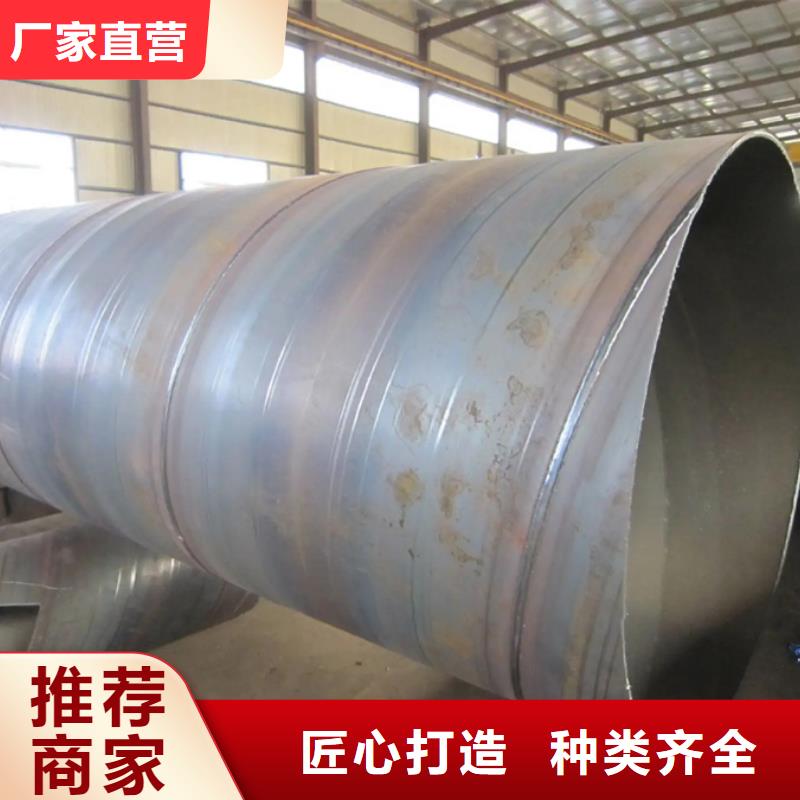
1.青海Q355B螺旋管鼓脹法 一種是在管內(nèi)放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把管子鼓成所需要的形狀,波紋管的生產(chǎn)大部分用的是這種方法 。 2.青海Q355B螺旋管鍛壓法保溫螺旋鋼管 用型鍛機將管子端部或一部分予以沖伸,使外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。 3.青海Q355B螺旋管彎曲成形法 有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個輥,兩個固定輥,一個調(diào)整輥,調(diào)整固定輥距,成品管件就是彎曲的。 4.青海Q355B螺旋管沖壓法 在沖床上用帶錐度的芯子將管端擴到要求的尺寸和形狀。
市場現(xiàn)貨供應")
市場現(xiàn)貨供應")
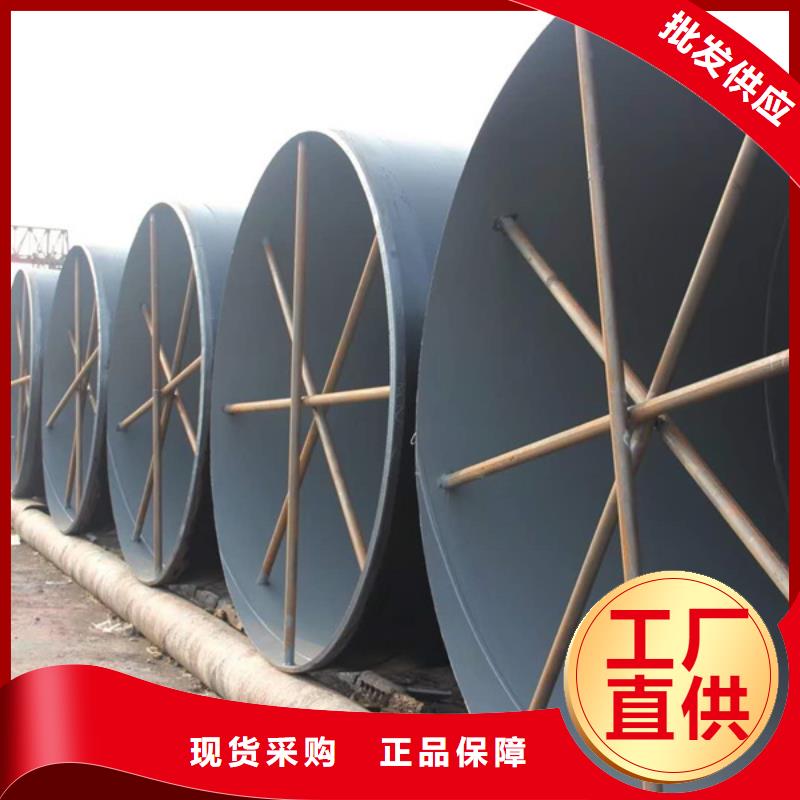
雖然鐵和鎳物理化學性能相近,又有無限固溶的冶金互容性,但各自加上不同的合金元素,則變成不銹鋼和高溫合金后,其物理性能又不相同,青海16mn螺旋管廠家其組合后的熔焊焊接性就不是太好,略為復雜,但仍然屬于沒有特殊困難的異種金屬焊接。奧氏體型不銹鋼同種金屬焊接有優(yōu)良的焊接方法適應性,幾乎所有的熔焊方法都可擦焊等可以很好地適應;鎳基高溫合金同種金屬焊接的對高能束等離子弧焊電子束焊和激光焊等及壓焊的焊接適應性同樣良好,但弧焊方法的適應性較差。其原因之一是鎳基高溫合金熱強性高塑性差以及熔透性差,相同焊接條件下高溫合金的熔池液態(tài)金屬流動性差,熔深只有不銹鋼的即使采用大電流高熱輸入,也不能增加熔深,只能使接頭過熱晶粒粗大導致熱裂紋發(fā)生。因此,鎳基高溫合金從防止熱裂紋產(chǎn)生的措施應是采用低熱輸入小電流的焊接熱源,減小過熱區(qū)高溫停留時間,避免晶粒長大導致熱裂紋的產(chǎn)生。焊條電弧焊焊及埋弧焊均因為電弧功率太大,而且熱輸入不可控,所以鎳基高溫合金的焊接很難采用。
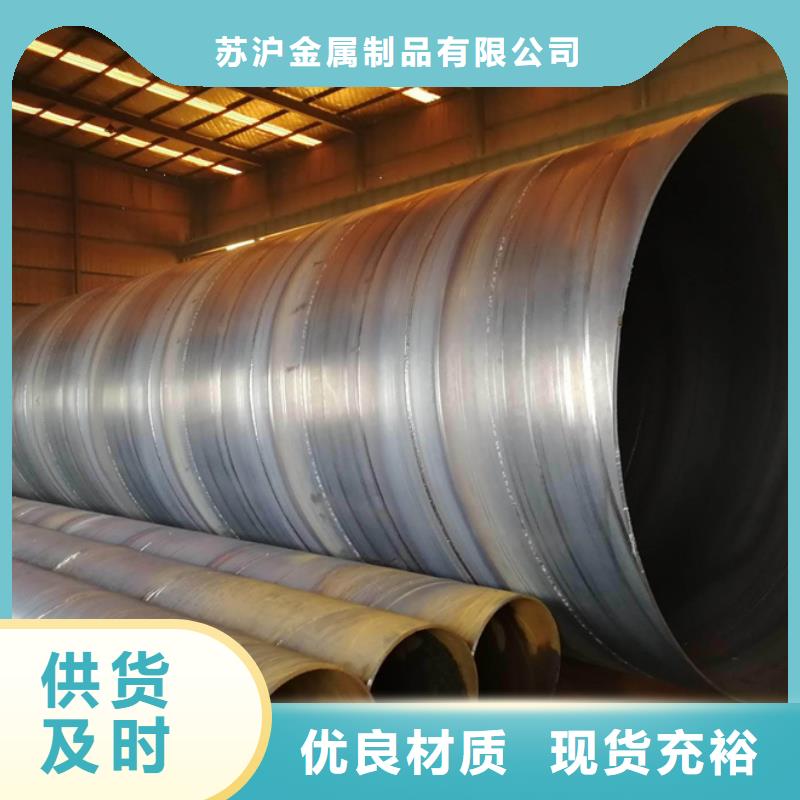
2)法蘭盤厚度。法蘭盤厚度增加不大時,對法蘭剛度的貢獻并不顯著。由此,基于柔性法蘭設計思路的帶頸對焊法蘭,其法蘭盤厚度按照國內(nèi)桿塔技術規(guī)定的無加勁法蘭的板厚計算即可,取值基本可兼顧性及經(jīng)濟性如選用剛性法蘭。 青海法蘭盤厚度升至柔性盤厚近2倍或更多,其經(jīng)濟性不合理螺旋管法蘭頸形式,法蘭頸部變坡段采用單坡形式與雙坡形式時的法蘭性能差別不大,但雙坡法蘭的加工比較麻煩,由此會帶來法蘭加工效率的降低以及加工成本的增加。綜合比較,帶頸對焊法蘭頸部采用外側單側變坡的形式H圖836帶頸法蘭頸部變坡段形式。