

想要探索【無縫鋼管】無縫鋼管定做支持定制的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:【無縫鋼管】無縫鋼管定做支持定制的圖文介紹
云鵬金屬制品有限公司位于桂林資源經濟開發區內,地理位置優越、交通十分便利。公司是國內生產、研發 桂林資源薄壁無縫鋼管廠家,曾獲得過多項榮譽,并已通過ISO9002質量體系認證。公司內部有完整的組織機構和雄厚的技術力量,具有不斷開發研究科技新 桂林資源薄壁無縫鋼管產品的能力,擁有同行業較先進的加工設備、檢測設備及檢測手段,更有專業的、高素質的設計、生產、施工隊伍。


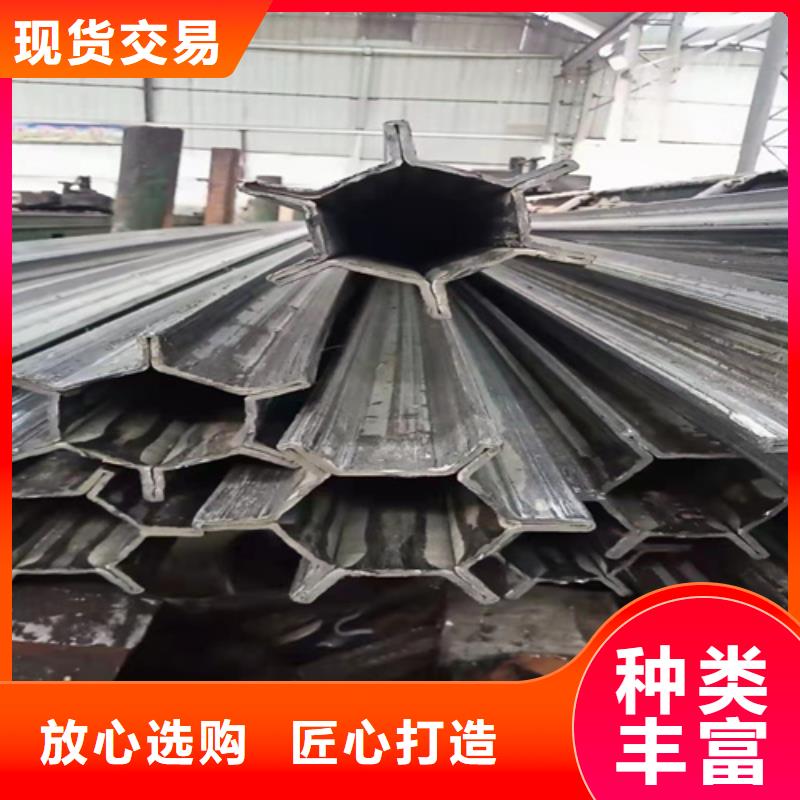
主營業務寶鋼、天津、成都、冶鋼、包鋼、衡鋼、鞍鋼等國內知名廠家的優質無縫鋼管、厚壁無縫鋼管,大口徑無縫管,合金鋼管,高壓鍋爐管,無縫方管,精密鋼管,20G鍋爐管,20G高壓管,15CrMoG無縫鋼管,A106B鍋爐管,A210鍋爐管,低中壓鍋爐管,20#鍋爐管,20G高壓鍋爐管,3087鍋爐管,GB3087無縫鋼管,GB5310高壓鍋爐管,16mn無縫鋼管、20G無縫鋼管、40cr無縫鋼管、Q345B無縫鋼管、結構無縫鋼管、流體無縫鋼管、高壓無縫鋼管、合金無縫鋼管、不銹鋼無縫鋼管,L245鋼管,L245N無縫管,L245N無縫鋼管,L360鋼管,L360N無縫管,L360N無縫鋼管,L415N無縫鋼管,GB/T9711-2017無縫鋼管,低中壓鍋爐管,20#鍋爐管,20G高壓鍋爐管,3087鍋爐管,GB3087無縫鋼管,GB5310高壓鍋爐管及其它金屬材料。 公司經營的所有鋼管全部符合 標準,質優價低。所有進貨均是廠方生產的無縫鋼管,全帶原始質保書,重量支數 ,按廠家要求。 主要材質有:10#、20#、35#、45#、20G、GB5310-95、St45.8-Ⅲ、GB8162-1999、GB8163-1999、GB3087-1999、 GB9948-88、GB6479-86、GB8312-85、16Mn、 27simn、15crmo、35crmo、cr5mo、40cr、10crmo910、12cr1mov、12crmov、A335P22、D240、D250、N80、15mnv、A335p91、30crmnsi等。科學的企業管理制度,適時、正確的營銷策略。 “特殊品種、規格齊全”占有了較大的鋼管市場份額。



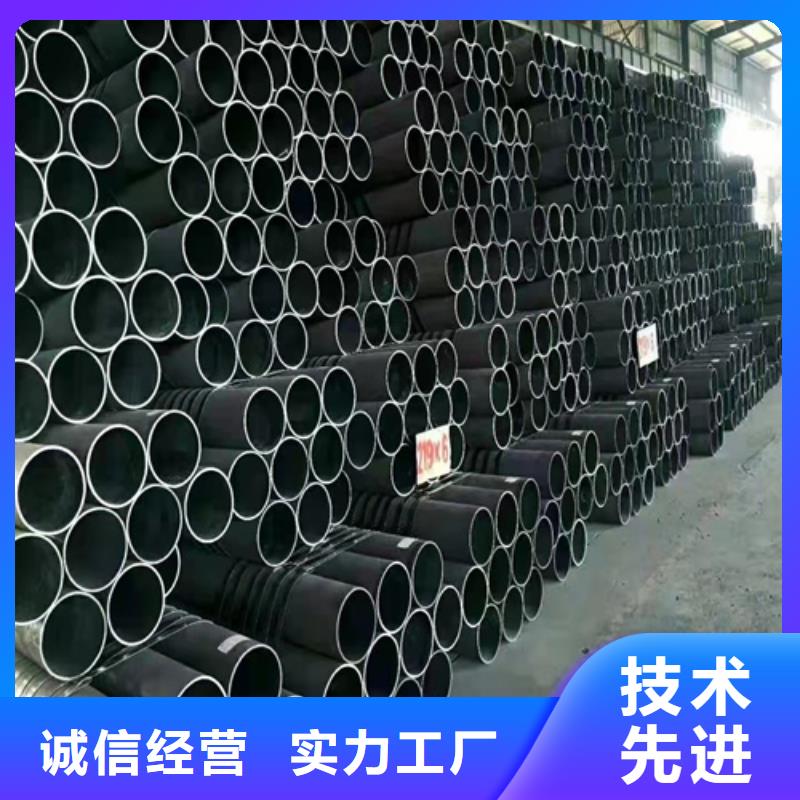
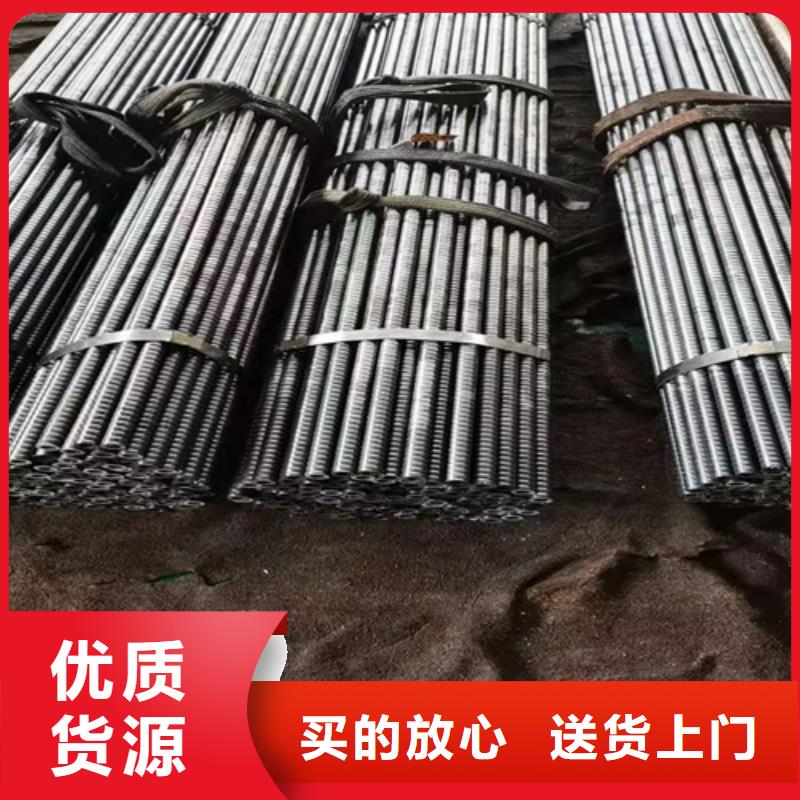
無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。 廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。 生產工藝①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫②冷軋(拔)無縫鋼管主要生產工序:坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗



一氧化碳。由于煤氣中約有30%左右的一氧化碳,因此在蓄熱室、上升道、變向裝置、煤氣發生爐及煤氣管道等處,如果不加強防護就可能發生一氧化碳中毒。中毒的辦法是保持煤氣設備的嚴密性,安設警報器,加強有組織的自然通風和遵守操作規程,經常備有一氧化碳防毒面具等。 紅外線。生產厚壁無縫鋼管時工人要經常觀察爐溫的情況,眼睛受到爐窗處亮度很大的強光作用而引起炫目,同時由于長期受到紅外線的作用還可能產生職業性白內障。因此,工人應佩戴藍色或綠色玻璃的防護眼鏡。 厚壁無縫鋼管多用于煤礦、機械加工、石油、輕紡等,那么鑄造厚壁無縫鋼管有什么特點?下面小編給大家分析一下: 澆注前要對鑄水進行孕育和扒渣處理,過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。


鋼管混凝土柱在受力過程中鋼與混凝土的相互制約作用使鋼管混凝土表現出良好的受力性能,且其施工的快捷性符合現代工程結構向大跨、超高層、極限環境發展的要求,因此近些年鋼管混凝土結構在國內外應用發展飛快,廣泛運用在工業廠房柱、設備構架柱、地鐵站臺柱、送變電桿塔、樁、高層和超高層建筑以及橋梁結構中。 無縫鋼管廣泛用于制造結構件和機械零件,耐壓高、韌性好、簡化制造工序,下面小編給大家分享無縫鋼管的焊接是怎樣的? 粗糙的研磨和機加工。研磨和機加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發生腐蝕和沉積生成物的發源地,重焊前清理焊縫缺陷或多余的焊縫加強高都不能用粗磨進行研磨。對后一種情況,應再用細磨料研磨。 焊接引弧斑痕。焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。



