


聯系我們

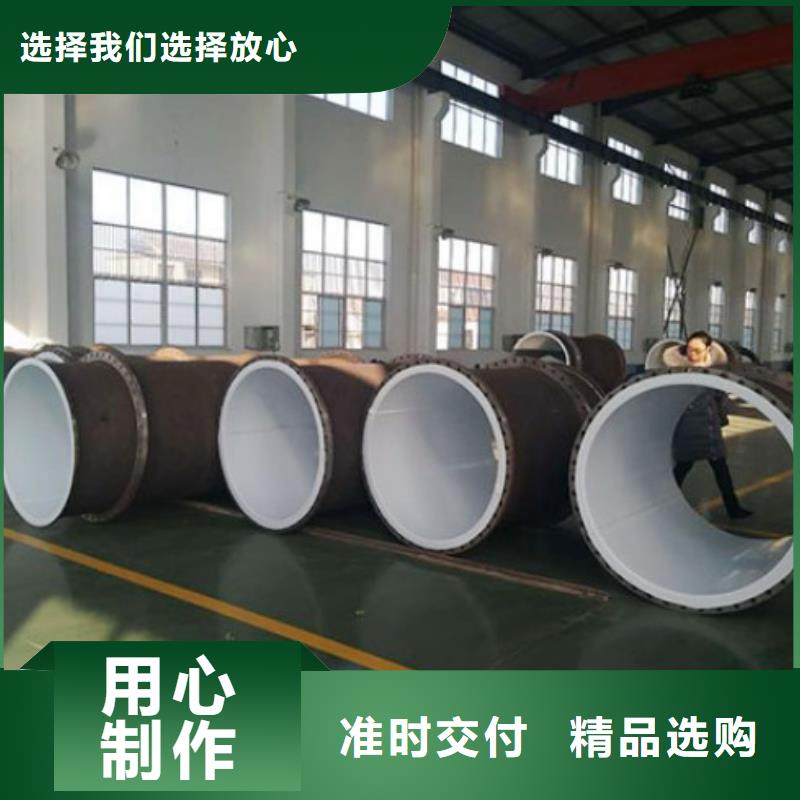
防腐襯塑管道-襯膠管廠家優良工藝
更新時間:2025-02-16 12:00:30 瀏覽次數:6 公司名稱:洛陽 縱橫機械制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 263 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產品規格 | 按要求訂做 |
| 生產工藝 | 熱滾塑工藝 |
| 連接方式 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執行標準 | HG20536-93 |
| 應用領域 | 化工、環保、冶煉、電力等行業 |



襯塑管道的技術指標
一、襯塑管道工作壓力:≤1.6mPa,承受負壓,介質溫度:-40℃~110℃,襯層厚度:設備8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、襯塑管道技術要求:
【1】設備制造驗收規范按HGJ92-90標準、GHJ33-91標準;
【2】設備及管件法蘭按GB2555-81、GHJ45-91標準或用戶要求配制;
【3】設備焊接按GB/T4709-92標準,焊縫按GB13985-88標準;
【4】選用JG-873型電火花孔探傷儀,輸出電壓5KV-30KV探頭在防腐襯里層表面以移動速度不超過50mm/s探測,以不擊穿為合格。
襯塑管道的檢測
【1】襯塑管道內襯原材料材質檢測;
【2】內襯厚度檢測(≧3mm);
【3】剝離強度檢測(聚乙烯襯層與管內壁粘接力≧70N/cm);
【4】電火花檢測(內襯層15KV電火花檢測,應無漏電);
【5】壓力試驗檢測(DN150/200/300/400:水壓試驗壓力:21MPa和氣壓試驗壓力16.5MPa;DN600水壓試驗壓力:5.0MPa和氣壓試驗壓力4.0MPa;);
【6】絕緣電阻、電絕緣強度檢測。



縱橫機械制造有限公司憑借著可靠的質量、低廉的價格和優良的信譽,以客戶為本的生產宗旨, 用多樣化的產品滿足了客戶不同層次,不同方面的需求,贏得了廣大客戶的一致好評。我們可以根據您的需求,為您的產品設計合理,美觀的產品包裝。真誠希望與各界新老朋友建立長期穩定、可靠的業務關系。您的需求就是我們的發展,讓您滿意是我們不懈的求,我們將以貼心的服務,更可靠的質量來回報您的支持,贏得您的信賴,歡迎來電垂詢。深入細節,建立了質量管理體系,通過“自檢、互檢、專檢”層層把關。從而在產品質量上得到了嚴格的保障!


洛陽縱橫機械制造有限公司生產鋼襯塑管 防腐襯塑管 鋼襯塑管道批發經銷太原市,古交市,大同市,陽泉市,長治市,潞城市,晉城市,高平市,朔州市,晉中市,介休市,河津市,忻州市,侯馬市,呂梁市,孝義市等等。
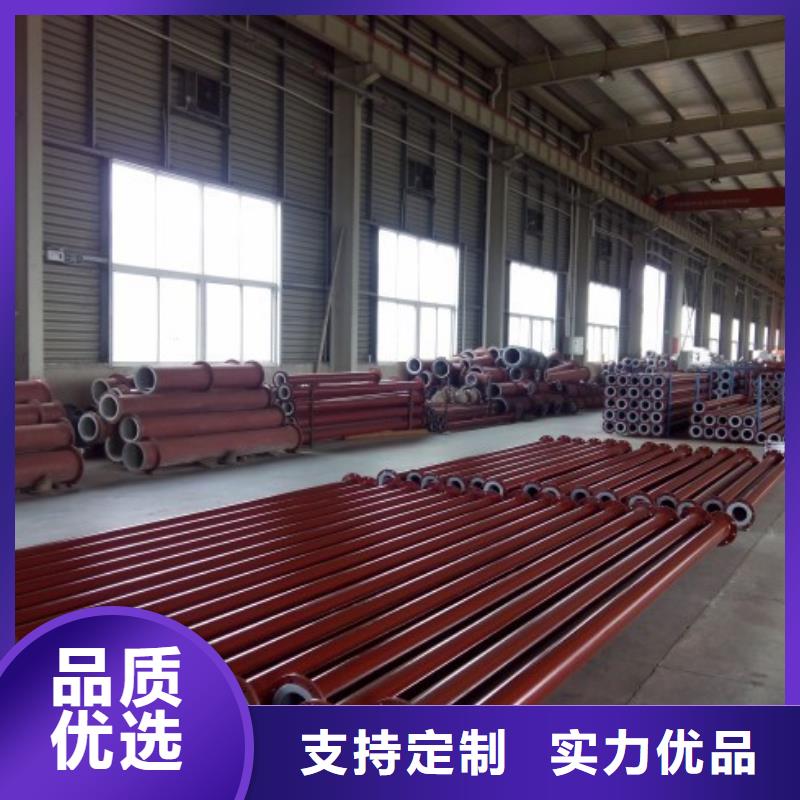
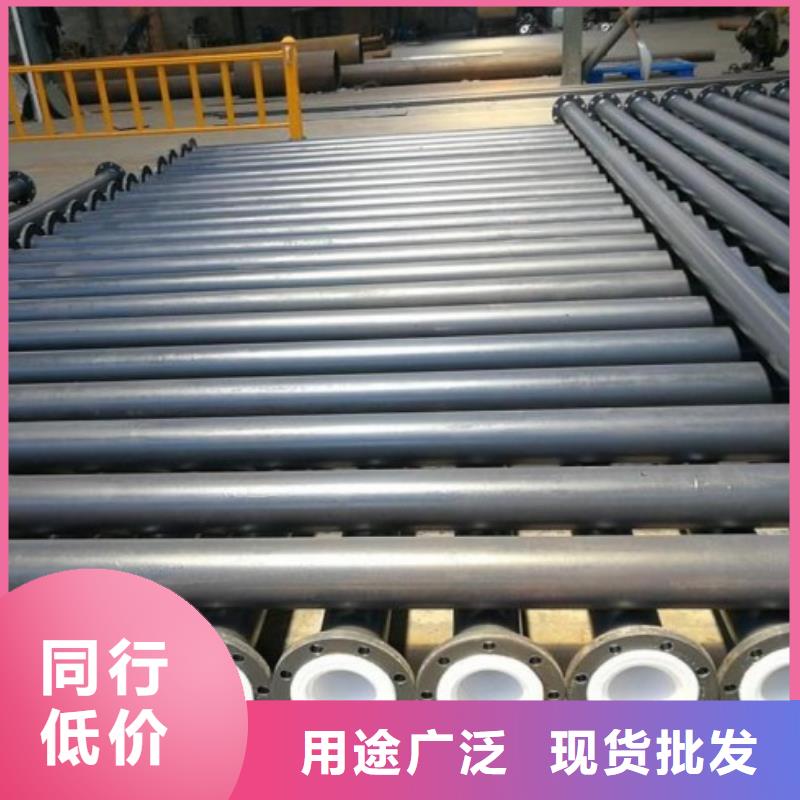
襯塑管道:
襯塑管道是以普通碳素鋼管作為基體,內襯化學穩定性優良的熱塑性塑料,經加熱滾塑成型,制藥廠專用管道既有鋼管的機械性能,又有塑料管的耐腐蝕,緩結垢,不易生長生物的特點,是輸送酸、堿、鹽、有腐蝕性氣體等介質的理想管道。制藥廠專用襯塑管道常見的鋼襯塑管有:鋼襯聚乙烯管(GSF.PE),鋼襯聚烯烴管(GSF.PO)鋼襯聚四氟乙烯管(GSF.F4)。
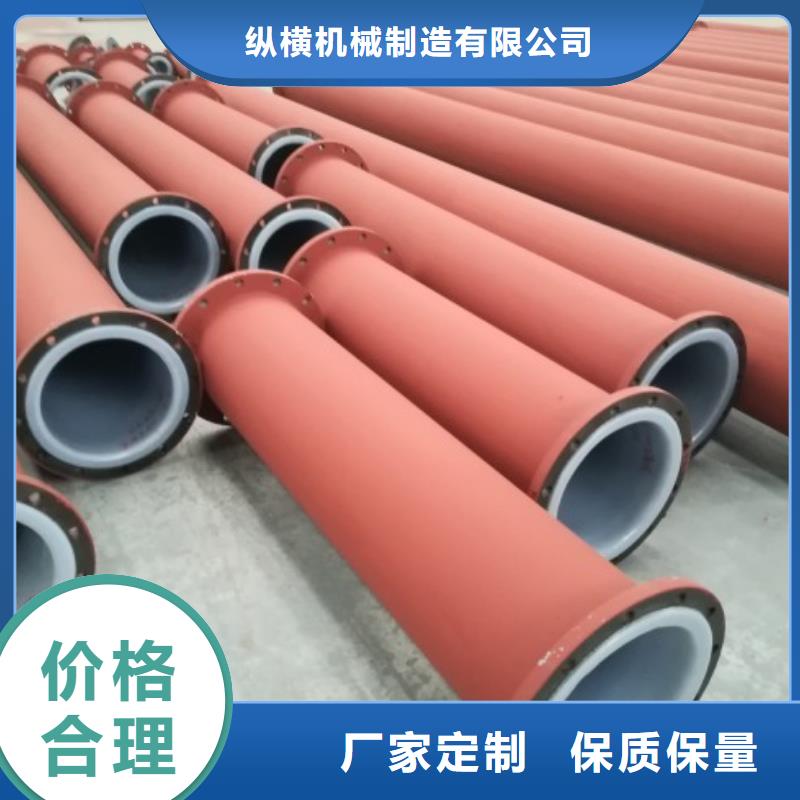
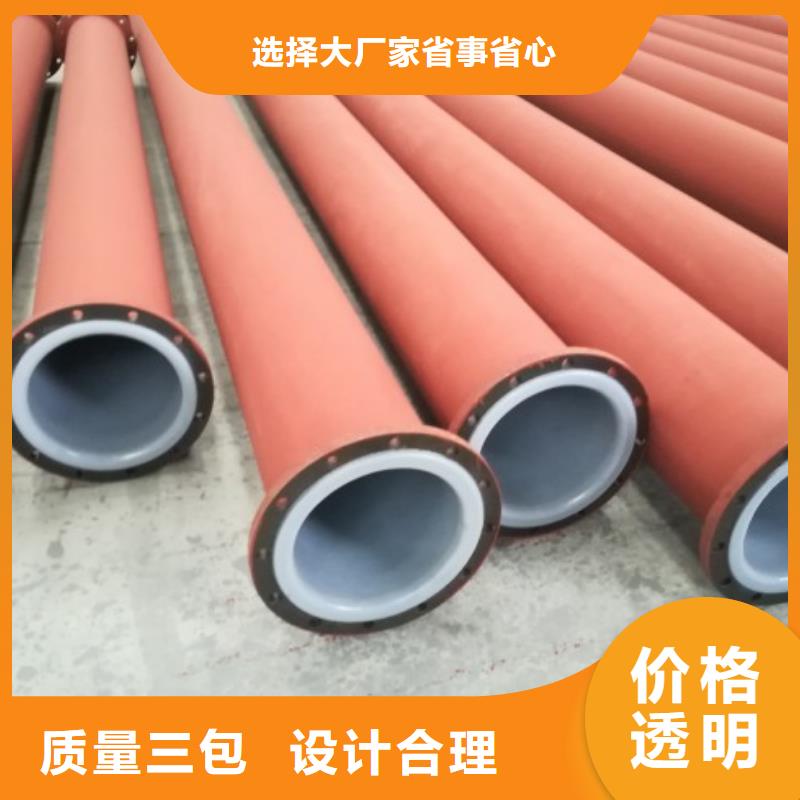
襯塑管道特點:
1、具有優良的物理性能,鋼襯塑管道價格
2、具有極好的耐腐蝕性能,鋼襯塑管道價格
3、機械強度與鋼管相同,鋼襯塑管道價格
4、衛生、不積垢,不滋生生物、保證流體品質
5、耐化學腐蝕、耐土壤和海洋生物腐蝕,耐陰極剝離
6、安裝工藝成熟、方便快捷
7、耐候性好,適用沙漠、鹽堿等苛刻環境
8、管壁光滑、提高輸送效率、使用壽命長



碳鋼襯塑復合管的表面制作對焊接的要求
1.在外部鋼管的轉角和接管部位是焊接難度高的,此部位要應盡量保證焊接要求。保證焊縫達到飽滿狀態,并將其細致打磨成鈍角,形成圓弧過渡,焊接部位不得有毛刺和棱角現象。
2.在角焊縫的圓角部位,焊角部位,其焊角高度應大于5mm,一般凸出角應大于或等于3mm,內角應大于或等于10mm.
3.在清理組對卡具時,嚴禁損傷基體母材。施焊過程中嚴禁在基體母材上引弧。
4.在對復合管道的殼體進行焊接時,好采用雙面對焊的焊接方法。這就要求我們工人的技術水平,焊縫要平整(磨平或圓滑過渡)、無氣孔、焊廇和夾渣現象,且焊縫的高度不得大于2mm。在焊接完成后,還要徹底焊接帶來的飛濺物。
5.鋼管在焊接的時候必須采用連續焊,且焊縫不得出現裂縫或連續咬邊的情況,咬肉深度不能超過0.5mm。
碳鋼襯塑復合管在生產時要注意哪些事項:
一、不得有鐵銹、木塊、紙屑等有害雜質,必要時需過篩。
二、管道長度在500mm以上的需在襯塑防腐設備滾動輥上襯塑,到溫度達到襯塑溫度即可加料。
三、加料前應先把法蘭密封面成型工裝加緊在法蘭上,加料采用專用加料管,加料應均勻一致。在停車情況下加料,加料后立即轉動。
四、襯塑時間一般為2~15分鐘,一般管徑越大、壁厚越大時間越長,DN150以下控制在5分鐘以內。
五、襯塑防腐設備的滾動輥圓周速度宜控制在40轉/分以內,但不低于2轉/分,一般管徑越大速度越慢。
六、停轉時,卸下密封面工裝后次找平并冷卻塑層,直至密封面光亮,光滑,凝固。冷卻時必須轉動,防止可能因溫度局部過高而流淌影響使用及美觀。
七、襯塑防腐設備的法蘭拐角等較厚地方可采取濕布、噴霧等方法在外部快速降溫。局部降溫速度不宜太快,冷卻水等不得接觸襯層,防止襯層收縮過大,引起分層或剝離。時間一般不超過2min,且滾動架上轉速應低于30轉/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加熱爐均勻加熱,但避免因局部溫度過高或燃燒而成黃色。
