
聯系我們

- 單餅機設備生產工序2025已更新
- 燈光欄桿價格實惠
- 銷售700*1200球墨鑄鐵方井蓋_實力廠家
- 規格齊全的ct室內鉛板銷售廠家
- 慈溪市水下混凝土修復-24小時為您服務
- 304不銹鋼板規格及厚度表質保一年2520不銹鋼板
- 沉船打撈
- 石首廠家直銷廠家直銷
- 方管噴塑防撞護欄堅固不變形認準展鴻護欄
- 景觀河道燈光護欄耐低溫不開裂認準展鴻護欄廠家
- UPS電源租賃本地廠家現貨供應
- 鋁合金檐槽施工方案
- 彩鋁天溝造型獨特
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長廊宣傳欄燈箱 核心價值觀宣傳欄燈箱 太陽能滾動宣傳欄燈箱 壁掛式宣傳欄燈箱 落地式宣傳欄燈箱 廠區宣傳欄燈箱 學校文化宣傳欄燈箱 小區公告宣傳欄燈箱 社區宣傳欄燈箱 街道宣傳欄燈箱 巷口宣傳欄燈箱來圖定制
- 無縫鋼管重量計算公式高端無縫鋼管信賴推薦
供應 EN10210角鐵_廠家
更新時間:2025-01-19 22:40:52 瀏覽次數:1 公司名稱:聊城 萬方金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5500/噸 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 10000 |
| 運費說明 | 全國包郵 |
| 最小起訂 | 一噸起訂 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 發貨城市 | 山東聊城 |
| 加工定制 | 可按客戶要求定制 |
| 可售賣地 | 全國 |
| 外形尺寸 | 可定制 |
| 適用領域 | 機械加工等 |

<云南>萬方金屬材料有限公司
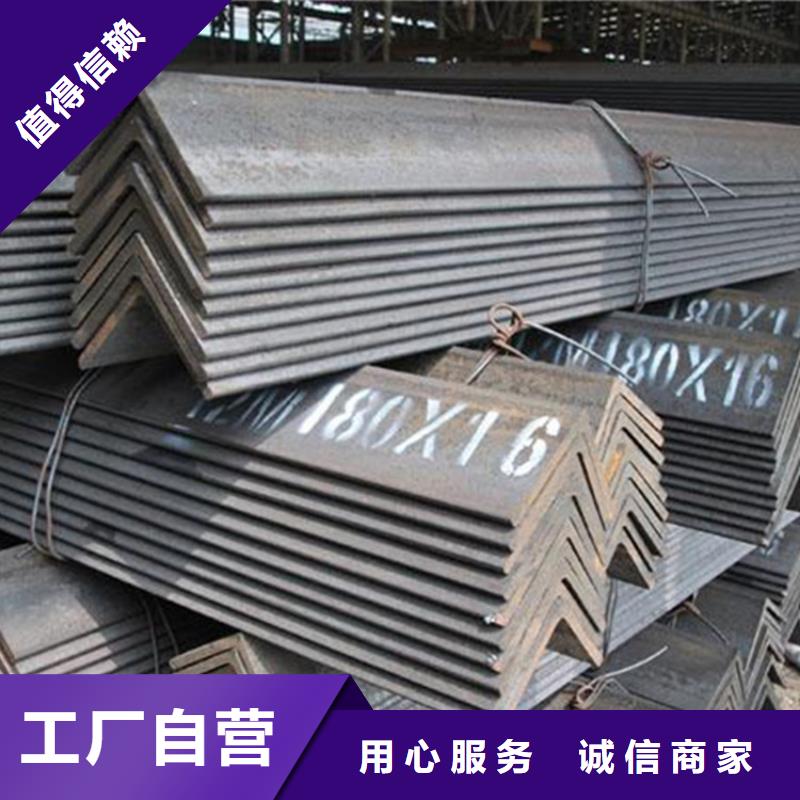
云南型材235D角鋼工藝流程 100t轉爐→LF精煉爐→120mm×120mm連鑄方坯→連續推鋼式加熱爐→2×Φ500mm3輥軋機+5×Φ400mm軋機→往復小車撥爪式冷床→400t冷剪→移鋼臺架→Φ550mm10輥轎直機→檢查、收集、計量→成品入庫。 Q235D角鋼成分設計及工藝控制 Q235D角鋼化學成分設計 Q235D角鋼高強度低合金鈮-釩結構鋼,化學成分設計依據國標及用戶技術要求,在傳統的Q235B的基礎上添加了微量合金元素V、Nb,以此細化晶粒,提高強度,改善焊接性能。 同時,采取窄的碳當量控制范圍,使其具有良好的可焊性,既可滿足對焊縫金屬和焊接熱影響區的要求,又可保證其較好的韌性。
供應 EN10210角鐵_廠家云南型材Q355角鋼Q355B角鋼Q355C角鋼Q355D角鋼Q355不等邊角鋼Q355B不等邊角鋼Q355C不等邊角鋼Q355D不等邊角鋼_定軋|廠家01、Q355鋼(Q355B Q355C Q355D)Q355鋼是替代Q345的中國低合金高強度結構鋼,材料密度為7.85 g/cm3。根據GB/T 1591 -2018,Q355有3個質量等級:Q355B、Q355C和Q355D。“Q”是漢語拼音的個字母:“屈服點”,表示屈服強度,“355”為鋼厚≤16mm時屈服強度355 MPa的小值,抗拉強度為470-630 Mpa。02、數據表和規格下表顯示了 Q355 材料數據表和規格,例如化學成分和機械性能。03、Q355鋼化學成分(熱軋)04、碳當量 (CEV)根據冶煉分析,鋼材以熱軋狀態交貨。05、Q355 機械性能(熱軋)筆記:1 兆帕 = 1 牛/平方毫米1 GPa = 1 kN/mm206、Q355鋼延伸率07、夏比沖擊夏比(V 型缺口)沖擊試驗溫度和沖擊吸收能量 (KV 2 /J)。08、特點和應用Q355鋼具有良好的機械性能、良好的焊接性、冷熱加工性能和耐腐蝕性能。可用于制造船舶、鍋爐、壓力容器、石油儲罐、橋梁、電站設備、起重運輸機械等較高載荷的焊接結構件。
 sdwf
sdwf
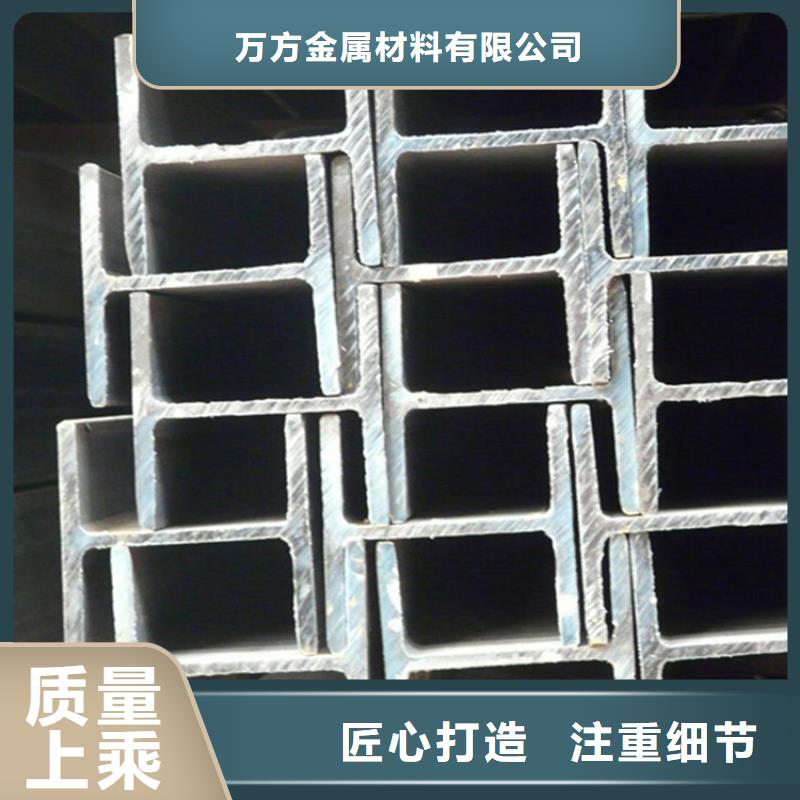
云南型材Q355C角鋼生產流程生產工藝流程鐵水預處理——120t轉爐冶煉——LF精煉——VD真空處理——連鑄機——加熱爐加熱——軋制成型。該鋼種質量等級為D級,用于型鋼廠生產高級別的角鋼。該鋼種要求-20℃的沖擊試驗,要求沖擊功≥34J。因此對化學成份、晶粒度、非金屬夾雜物等有嚴格的要求。2.2.1冶煉工藝入爐鐵水:S≤0.050%、P≤0.080%、Si≤0.85%。裝入量115±2噸,廢鋼比視鐵水Si含量與溫度調整。實行高拉補吹操作,降低終點鋼水氧化性。合金及增碳劑的回收率C、Si=85%~90%、Mn=90%~95%;使用鋁塊脫氧,其用量為0.2~0.4kg/t。終點壓槍時間不低于60s,終渣堿度控制在R=3.0~3.5。鋼水到LF爐精煉的溫度控制在1550~1580℃。2.2.2連鑄工藝澆鑄方式:全程保護澆鑄,使用鋁碳套管、使用中碳鋼保護渣。大包保護套管Ar氣使用壓力控制在0.2~0.3MPa。拉速范圍:165mm×225mm:1.1~1.5m/min。工作拉速:1.2~1.4m/min。澆注過程,穩定拉速,減少拉速短時間內有大的波動,穩定生產節奏。減少澆注過程中前期低拉速,后期高拉速的現象。連鑄鋼坯的冷卻控制,結晶器水量130m3/h,比水量0.9L/Kg。2.2.3軋制工藝型鋼廠將煉鋼廠冶煉的Q345D165mm×225mm規格連鑄鋼坯,在680車間軋制生產,連鑄鋼坯在加熱爐中加熱,軋制成L160×14mm規格的等邊角鋼。連鑄鋼坯加熱時間保證3小時以上但不應超過4小時,各段溫度按常規工藝要求執行,開軋時核查連鑄鋼坯溫,必須保證開軋溫度在1050℃(或1080℃),鋼坯坯陰陽面溫差應小于30℃。
 11107
11107
 供應
EN10210角鐵_廠家
供應
EN10210角鐵_廠家