欄】廠家直銷")
欄】品質(zhì)保障")
欄】售后無(wú)憂")
欄優(yōu)質(zhì)生產(chǎn)廠家")
欄優(yōu)質(zhì)生產(chǎn)廠家")

欄優(yōu)質(zhì)生產(chǎn)廠家")
欄優(yōu)質(zhì)生產(chǎn)廠家")
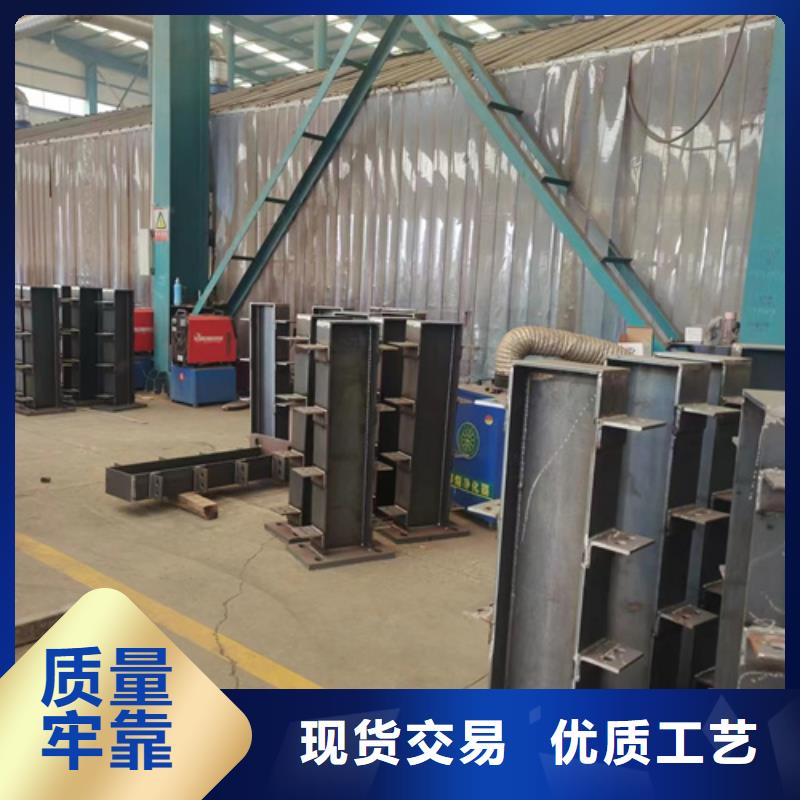
橋梁防撞護(hù)欄的優(yōu)勢(shì)
1,橋梁防撞護(hù)欄具有特殊性能如耐蝕性,耐熱性,耐磨損性兩個(gè)包層的材料,并在基層與結(jié)構(gòu)強(qiáng)度和剛度要求。
2,橋梁防撞護(hù)欄材料,具有優(yōu)良的綜合性能,合理的經(jīng)濟(jì)性。
3,不銹鋼復(fù)合材料具有明顯的優(yōu)勢(shì),在經(jīng)濟(jì)方面,與單金屬包層厚度比較小,還可以降低設(shè)計(jì)的厚度,這大大節(jié)約了投資金額。
4,橋梁防撞護(hù)欄作為一種理想的結(jié)構(gòu)材料,適用于石油精煉,石化,化工,電解鋁,輕工,食品,海水淡化,水利水電,核電。如高能物理,環(huán)保,在基層廣泛應(yīng)用于工業(yè)爆炸的領(lǐng)域和包覆金屬?gòu)?fù)合材料比按設(shè)計(jì),使用要求選定的厚度。
5,金屬?gòu)?fù)合材料的特殊尺寸可通過(guò)協(xié)商確定,以滿足用戶的需求。
欄優(yōu)質(zhì)生產(chǎn)廠家")
橋梁護(hù)欄在切割的過(guò)程中注意的問(wèn)題有哪些呢?
1、等離子切割 自動(dòng)等離子切割機(jī),速度快,但內(nèi)壁附有大量熔融冷卻后的金屬殘?jiān)謇砥饋?lái)很麻煩。等離子大多數(shù)切割都要發(fā)熱,所以管子端口肯定變色,參數(shù)調(diào)整比較困難,使用不當(dāng)容易造成惡劣的切口質(zhì)量,現(xiàn)在已經(jīng)很少用戶用等離子切割機(jī)來(lái)切割薄壁不銹鋼管。
2、自動(dòng)滾刀切管機(jī)只有圓周的刃口,沒有鋸齒。一邊轉(zhuǎn)動(dòng)一邊向里進(jìn)給,切口平整光滑,無(wú)鐵屑,沒有毛刺,內(nèi) 壁略微收口。加上特殊工裝,收口現(xiàn)象能極大改觀,設(shè)備造價(jià)低,適合中小企業(yè)合適的選擇。 切割壁厚0.3毫米的不銹鋼管,在將要切斷的瞬間,會(huì)產(chǎn)生撕裂現(xiàn)象,管口會(huì)嚴(yán)重變形,切割大口徑的薄壁不銹鋼管時(shí)需要加上特殊裝置,才能做到切割不變形,對(duì)操作人員的技術(shù)要求高。
3、儀表車床針對(duì)切割非常薄壁的不銹鋼管(壁厚0.2~0.6mm,直徑范圍在32mm以下),使用質(zhì)優(yōu)的白鋼或鋒鋼刀具,刀具成本低,但是比較耐用,切面很平整,切割不加水,適合家居產(chǎn)品管件如拖把管、掃把管、蚊帳管的切割,這種方式自動(dòng)化程度低,勞動(dòng)強(qiáng)度大。適合切割小直徑的圓管。目前經(jīng)過(guò)自動(dòng)化改儀表切刀切管機(jī)的切割效率將會(huì)大大提高,操作工人的勞動(dòng)強(qiáng)度也會(huì)降低。
4、另外也有一種類似于類似自動(dòng)儀表車床,但使刀具旋轉(zhuǎn)并進(jìn)給,管材不動(dòng),解決了超長(zhǎng)度鋼管旋轉(zhuǎn)帶來(lái)的不便。可采用兩把刀同時(shí)加工的切削方式,可以實(shí)現(xiàn)一把刀切斷,同時(shí)另一把刀修正鋼管斷面,但是這種切割方式同樣也只適合小批量切割。
5、鋸片切割,目前用來(lái)切割薄壁不銹鋼管的鋸片一般是采用鎢鋼鋸片切割,結(jié)合數(shù)控設(shè)置的自動(dòng)送料系統(tǒng),自動(dòng)化程度高,操作簡(jiǎn)單,工人勞動(dòng)強(qiáng)度低,一人可同時(shí)操作多臺(tái)機(jī),切割薄壁不銹鋼管時(shí),切割速度快、切口不變形無(wú)毛刺、切割精度高、實(shí)地測(cè)試切割19*0.3*200mm的管件,每10小時(shí)的產(chǎn)量可達(dá)8000支以上,是一款非常適合大批量薄壁管件切割的切管機(jī)。
橋梁護(hù)欄在切割的過(guò)程中注意的方式和方法就是以上我們采用的這些方式,在進(jìn)行操作的過(guò)程中不斷地去改善它的切割的操作,讓橋梁護(hù)欄的效果更加好,這樣的話橋梁護(hù)欄的性能和效率才會(huì)更加突出!
欄優(yōu)質(zhì)生產(chǎn)廠家")
橋梁防撞護(hù)欄的焊接要點(diǎn)
高頻脈沖氬弧焊機(jī)用于焊接。氣體保護(hù)措施與純不銹鋼焊接相同。鎢極焊條焊針采用ф1.6毫米,焊絲采用ф0.8 ~ф1.2毫米,牌號(hào)為HOCr2NN(即304焊絲)。點(diǎn)焊時(shí)焊接電流可略大于40 ~ 50a,連續(xù)焊接時(shí)可大于20 ~ 40a。焊接速度一般為15 ~ 25厘米/分鐘。
2.打磨對(duì)接焊縫兩端的斜面。
3.使用低電壓和低電流(20A~30A)并調(diào)節(jié)氬氣至約0.5兆帕,填充并焊接復(fù)合管的接頭。對(duì)于需要通過(guò)焊接的復(fù)合管,采用兩次焊接方法,先焊接內(nèi)碳鋼管,再焊接表面不銹鋼層(兩次焊接均采用氬弧焊)。在焊接過(guò)程中,如果發(fā)現(xiàn)穿孔和咬邊等缺陷,則表明電流大且可調(diào)。如果管道沒有完全焊接,電流很小,可以適當(dāng)增加。其他焊接方法如“↓”型或“↓”型類似于純不銹鋼焊接,主要是坡口匹配要合適,不能太大,間隙一般在1毫米以內(nèi)。
4.橋梁防撞護(hù)欄焊接后,先用砂輪打磨,再用80 ~ 320目砂輪打磨。如有必要,用布輪和蠟拋光。由于復(fù)合管表面的不銹鋼壁厚約為0.3 ~ 0.6毫米,應(yīng)注意不要過(guò)度研磨,否則不銹鋼表面容易磨損,露出鋼管,需要維修,增加工作量。在施工前,可以切割一小段試焊。熟悉它的工人,在焊接純不銹鋼薄壁管方面有更多的經(jīng)驗(yàn),一般能在半天內(nèi)掌握焊接要領(lǐng)。
欄優(yōu)質(zhì)生產(chǎn)廠家")
