
更新時間:2025-02-10 20:18:18 瀏覽次數(shù):3 公司名稱:聊城 安達(dá)液壓機械有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5000/kg |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 詳詢 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20鋼 |
| 產(chǎn)品品牌 | 九冶 |
| 產(chǎn)品規(guī)格 | 80*90 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | 0012 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 金屬色 |
| 質(zhì)保時間 | 長期 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 機械加工 油缸 |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 正品 |
| 產(chǎn)品功率 | 1 |
| 工作溫度 | 常溫 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/27/SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加加工定制 | 可加工定制 |

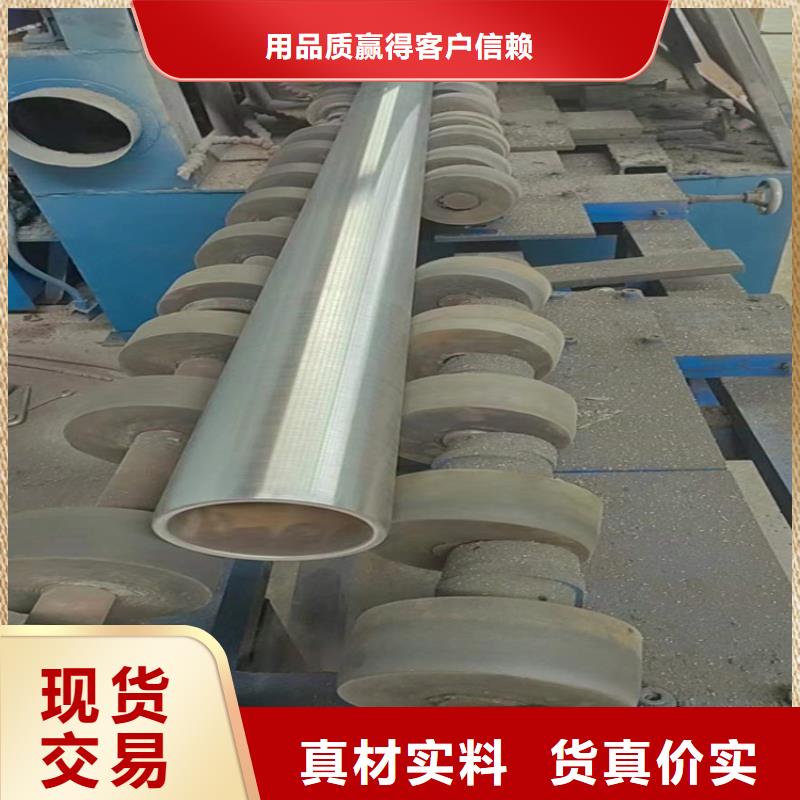




無論用何種加工方法加工,在零件表面總會留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象。滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機,粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機,實施計算機 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。研磨管

珩磨管:由冷軋精密無縫鋼管是由無縫鋼管成品管或無縫管荒管,經(jīng)酸洗,磷化,皂化處理后,然后經(jīng)冷軋管機軋制而成液壓鋼管。液壓鋼管精密度極高一般可控制在0。02-0。05MM范圍之內(nèi),其標(biāo)準(zhǔn)為:GB3639-83,內(nèi)經(jīng)允許偏差為0.03mm,內(nèi)表面粗糙度:Ra 0.2~0.8μm,液壓鋼管直線度:0.3~1.5mm/m,專用做油鋼的筒徑。在標(biāo)準(zhǔn)中為DIN2391-1 。液壓鋼管的原材料經(jīng)過精拔、無氧化光亮熱處理(NBK狀態(tài))、無損檢測、鋼管內(nèi)孔經(jīng)過高壓沖洗、酸洗,鋼管內(nèi)外壁用防銹油防銹處理、兩端封蓋用作防塵處理。 生產(chǎn)出來鋼管具有精密度高、光潔度好,鋼管內(nèi)外壁無氧化層,鋼管可以承受液體流通過的高壓,且鋼管冷彎不變形,可擴(kuò)口、壓扁無裂痕。研磨管
機械性能可以在任何一個角度下彎曲不變形。主要用作液壓系統(tǒng)油路中配制鋼管,也叫液壓系統(tǒng)中的硬配管,汽車用精密鋼管,規(guī)格一般為外徑(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。長度為定尺6米(訂做除外),交貨狀態(tài)為NBK(正火)、GBK(退火)、BKS(去應(yīng)力退火)。采用主要材料為ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可滿足對鋼管要求精密度高、光潔度高、抗拉強度、機械性能高的客戶。研磨管
影響珩磨質(zhì)量和生產(chǎn)率的因素要獲得良好的珩磨效果,除選用先進(jìn)的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數(shù)對加工質(zhì)量和生產(chǎn)率也有很大的影響。三、珩磨的圓周速度υy和往復(fù)運動速度υw增加υw,砂條自礪作用好,生產(chǎn)率高。增加υy,除了提高工效外,還能改善表面質(zhì)量。但兩者均不能過分地增高,否則會導(dǎo)致切削削溫度提高,排屑困難、砂條堵塞、磨耗加劇、珩磨效果急劇下降(如圖3所示)。珩磨速度υh為υy與υw的合成速度。這兩者合成決定了研磨管


