常用指南-建貿(mào)機(jī)械")
常用指南-建貿(mào)機(jī)械")
常用指南-建貿(mào)機(jī)械")

<吉林>建貿(mào)機(jī)械設(shè)備有限公司
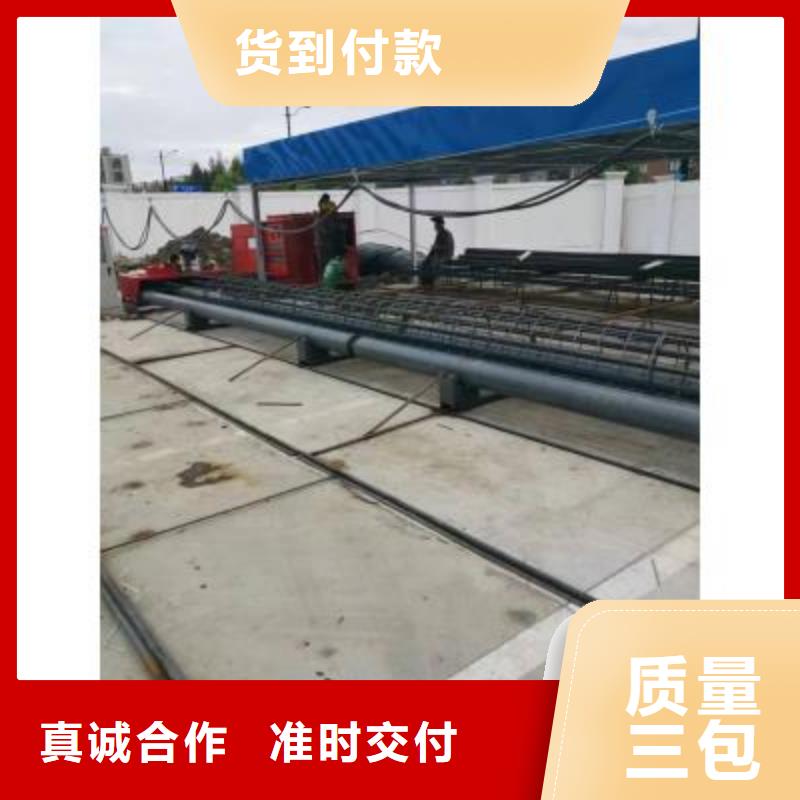
鋼筋籠滾焊機(jī)的使用代替了原有的傳統(tǒng)手工,并且為我國橋梁和高鐵的加工制作提供了極大的好處,為了讓我們更加熟悉這種設(shè)備,下述就
讓你們來看看有關(guān)于它的工作原理和亮點(diǎn)說明。
@根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤相應(yīng)模板圓孔至移動(dòng)旋轉(zhuǎn)盤的相應(yīng)孔中進(jìn)行
固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉(zhuǎn)盤及移動(dòng)旋轉(zhuǎn)盤轉(zhuǎn)動(dòng)把繞筋纏
,繞在主筋上(移動(dòng)盤是一邊旋轉(zhuǎn)一邊后移) 同時(shí)進(jìn)行焊接,從而形成產(chǎn)品鋼筋籠--這就是鉆孔灌
B注樁鋼筋籠滾焊機(jī)即“鋼筋籠繞筋機(jī)“的工作原理。5)設(shè)備到達(dá)現(xiàn)場后 接到買方通知3天內(nèi)派人現(xiàn)場進(jìn)行指導(dǎo)安裝5日內(nèi)調(diào)試完畢試生產(chǎn)買賣雙方共同協(xié)商制定詳細(xì)的試生產(chǎn)方案賣方跟蹤調(diào)試至完全生產(chǎn)要求試生產(chǎn)7日內(nèi)達(dá)到預(yù)期目標(biāo)并簽署驗(yàn)收?qǐng)?bào)告;
常用指南-建貿(mào)機(jī)械") 吉林鋼筋籠滾籠機(jī)常用指南-建貿(mào)機(jī)械
吉林鋼筋籠滾籠機(jī)常用指南-建貿(mào)機(jī)械
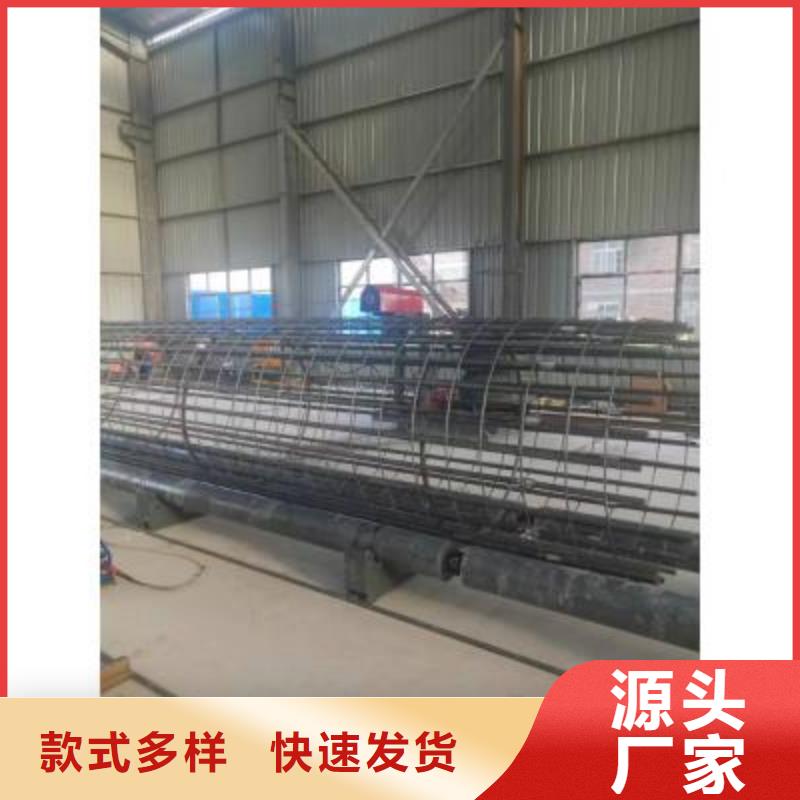
吉林鋼筋籠繞筋機(jī),主要由小車部分(包含鋼筋承接圓盤、防線調(diào)直器、軌道)、動(dòng)力柜(數(shù)控記憶作業(yè)參數(shù))、傳動(dòng)結(jié)構(gòu)(電機(jī)、滾籠支架)組成。主要適用于高層建筑、高速公路、高速鐵路、大型橋梁等大型工程混凝土結(jié)構(gòu)內(nèi)主骨架鋼筋的彎曲加工。特點(diǎn):1.速度快:待工狀態(tài)2個(gè)可全程生產(chǎn),正常工況3-6人可生產(chǎn)10-20多節(jié)鋼筋籠。2.質(zhì)量穩(wěn)定:機(jī)械化作業(yè)不受人為因素影響,長時(shí)間工作可穩(wěn)定質(zhì)量不變3.適合各種主筋箍筋數(shù)量,形式、型號(hào)、大小、長度的設(shè)計(jì)要求,不會(huì)因設(shè)備功能而影響鋼筋籠設(shè)計(jì)或不能上機(jī)生產(chǎn)。4.轉(zhuǎn)運(yùn)便捷:組合式設(shè)計(jì)使搬運(yùn)、安裝、生產(chǎn)等過程不依賴起重設(shè)備,適應(yīng)工廠化大批量固定生產(chǎn)和施工現(xiàn)場分散的機(jī)動(dòng)作業(yè)。5.流水線形式:獨(dú)立施工不受各工序影響,不間斷完成主筋箍筋焊接成型,繞筋過程施焊等全部過程。6.采用螺紋連接技術(shù)可定位,幫助提高鋼筋籠分解、安裝速度。
常用指南-建貿(mào)機(jī)械")
切割時(shí)要保證斷料的長度準(zhǔn)確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機(jī)械切割。
控制誤差應(yīng)根據(jù)圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內(nèi)。鋼筋籠繞筋機(jī)
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應(yīng)符合下列要求:
首先采用幫條焊時(shí)間隙應(yīng)為2.5mm;采用搭接焊應(yīng)保證兩鋼筋的軸線在同一直線上,不得錯(cuò)開搭接焊;幫條與主筋之間用四點(diǎn)定位焊固定,搭接焊時(shí)兩點(diǎn)固定,定位焊縫應(yīng)離幫條或搭接端部20mm以上。
施焊時(shí)引弧應(yīng)在幫條或搭接鋼筋的一端開始,收弧應(yīng)在幫條或搭接鋼筋端頭上,弧坑應(yīng)填滿。多層施焊時(shí), 層焊縫應(yīng)有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應(yīng)熔合良好。
常用指南-建貿(mào)機(jī)械")
吉林鋼筋籠繞筋機(jī)工藝流程1主筋上料→盤筋上料→主筋穿絲并加緊→盤筋穿絲并纏繞固定→焊接成型→鋼筋籠與盤分離→卸籠,降下液壓支撐→盤復(fù)位、下一個(gè)循環(huán)→加內(nèi)箍筋建貿(mào)吉林鋼筋籠繞筋機(jī)目前使用鋼筋滾籠機(jī)的步驟及原理步:鋼筋進(jìn)場后,按照規(guī)劃將原材料分類存放,并填寫相應(yīng)的材料標(biāo)識(shí)牌,材料標(biāo)識(shí)牌包含鋼筋廠家信息、生產(chǎn)批次、進(jìn)場日期、自檢及報(bào)檢情況等。第二步:項(xiàng)目現(xiàn)場管理人員根據(jù)需要施工部位的設(shè)計(jì)圖紙,規(guī)劃每節(jié)鋼筋下料長度,在鋼筋下料區(qū)切割。第三步:鋼筋放入量尺確定的胎架上進(jìn)行切割下料后,轉(zhuǎn)移至套絲區(qū)滾絲。滾絲后的鋼筋必須經(jīng)過端頭打磨平整后方可進(jìn)入下一道工序。第四步:鋼筋廠設(shè)置的數(shù)控鋼筋籠成型機(jī),根據(jù)設(shè)計(jì)間距調(diào)整主筋位置,箍筋通過在成型機(jī)中輸入的間距自動(dòng)盤繞,箍筋與主筋的連接采用二氧化碳?xì)怏w保護(hù)焊按照梅花形進(jìn)行點(diǎn)焊,減少焊渣,保證連接質(zhì)量。第五步:一節(jié)鋼筋籠制作完成后,下一節(jié)鋼筋籠在成型機(jī)上進(jìn)行組拼,組拼合格后方可吊離上一節(jié)鋼筋籠,保證2節(jié)鋼筋籠的對(duì)接精度。第六步:將加工好的鋼筋籠運(yùn)輸至鋼筋籠存放區(qū),設(shè)置楔形馬鐙固定兩側(cè),防止鋼筋籠滾動(dòng)。