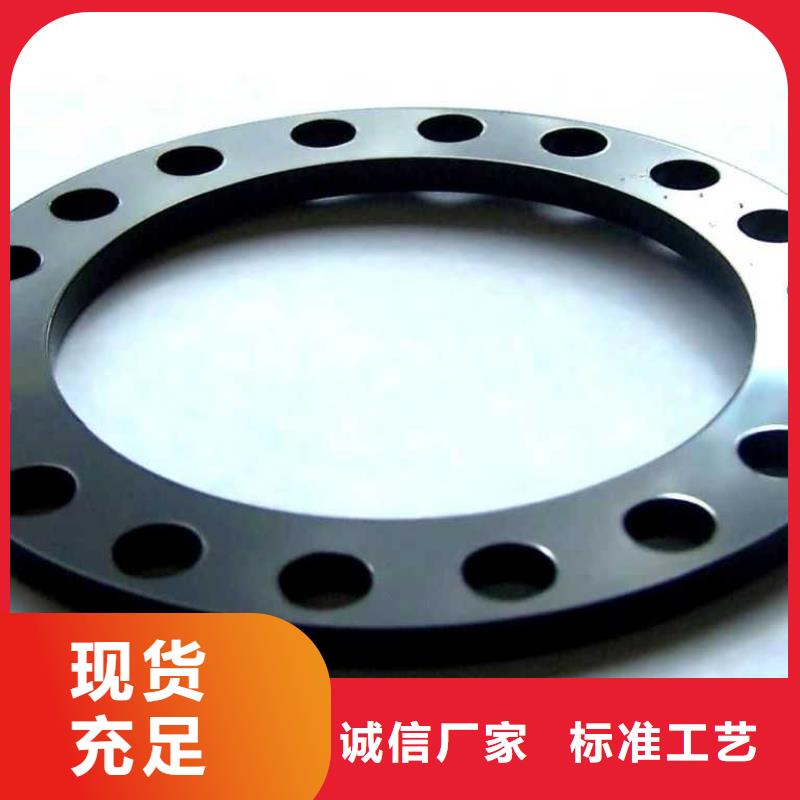
激光切割打孔鋼板折彎厚壁鋼管專業的生產廠家產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。
以下是:激光切割打孔鋼板折彎厚壁鋼管專業的生產廠家的圖文介紹
亞電物資有限公司主營: 湖北【無縫方矩管】系列產品。公司擁有專業的技術人員,產品已在全國各地廣泛使用,并得到廣大用戶的好評。公司注重品質、嚴格管理,建立了健全的質保體系和售后服務體系,“以質量創品牌,以誠信創未來”是公司宗旨,公司將秉承三個服務:貼心的售前服務,專業的售中服務,完善的售后服務,隨時為客戶提供更優的產品解決方案及優良的服務。我公司產品符合指標要求,質量合格熱忱歡迎廣大客戶蒞臨我公司參觀、考察、指導工作。


導向斷裂切割
對于容易受熱破壞的脆性材料,通過激光束加熱進行高速、可控的切斷,稱為導向斷裂切割。這種切割過程主要內容是:激光束加熱脆性材料小塊區域,引起該區域大的熱梯度和嚴重的機械變形,導致材料形成裂縫。只要保持均衡的加熱梯度,激光束可引導裂縫在任何需要的方向產生。
選擇切割方法,需考慮它們的特點和板件的材料,有時也要考慮切割的形狀。由于氣化相對熔化需要更多的熱量,因此激光熔化切割的速度比激 化切割的速度快,激光氧化切割則借助氧氣與金屬的反應熱使速度更快;同時,氧化切割的切縫寬,粗糙度高,熱影響區大因此切縫質量相對較差,而熔化切割割縫平整,表面質量高,氣化切割因沒有熔滴飛濺,切割質量 。另外,熔化切割和氣化切割可獲得無氧化切縫,對于有特殊要求的切割有重要意義。
一般的材料可用氧化切割完成,如果要求表面無氧化,則須選擇熔化切割,氣化切割一般用于對尺寸精度和表面光潔度要求很高的情況,故其速度也 。另外,切割的形狀也影響切割方法,在加工精細的工件和尖銳的角時,氧化切割可能是危險的,因為過熱會使細小部位燒損。
大潤激光切割打孔鋼板折彎歡迎您的來電



大潤激光切割打孔鋼板折彎歡迎您;
激光打標技術是激光加工 的應用領域之一。激光打標是利用高能量密度的激光對工件進行局部照射,使表層材料汽化或發生顏色變化的化學反應,從而留下 性標記的一種打標方法。激光打標可以打出各種文字、符號和圖案等,字符大小可以從毫米到米量級,這對產品的防偽有特殊的意義。聚焦后的極細的激光光束如同刀具,可將物體表面材料逐點去除,其先進性在于標記過程為非接觸性加工,不產生機械擠壓或機械應力,因此不會損壞被加工物品;由于激光聚焦后的尺寸很小,熱影響區域小,加工精細,因此,可以完成一些常規方法無法實現的工藝。
激光加工使用的“刀具”是聚焦后的光點,不需要額外增添其它設備和材料,只要激光器能正常工作,就可以長時間連續加工。激光加工速度快,成本低廉。激光加工由計算機自動控制,生產時不需人為干預。



氧化切割
與熔化切割不同,激光氧化切割使用活潑的氧氣作為輔助氣體。由于氧與已經熾熱了的金屬材料發生化學反應,釋放出大量的熱,結果是材料進一步被加熱。
材料表面在激光束照射下很快被加熱到燃點溫度,與氧氣發生激烈的燃燒反應,放出大量熱量,在此熱量作用下,材料內部形成充滿蒸汽的小孔,而小孔周圍被熔化的加工材料所包圍。
燃燒物質轉移成熔渣,控制氧和加工材料的燃燒速度,氧氣流速越高,燃燒化學反應和去除熔渣的速度也越快。但是 ,如果氧氣速度過快,將導致割縫出口處的反應產物即金屬氧化物的快速冷卻,對切割質量造成不利影響。
切割過程存在兩個熱源:激光束照射能和化學反應所產生的熱能。據估計,切割碳鋼時,氧化反應所產生的熱能占切割所需能量的60%。
在氧化切割過程中,如果氧化燃燒的速度高于激光束移動的速度,割縫將變寬且粗糙,反之,如果移動速度慢,則割縫窄而光滑。
大潤激光切割打孔鋼板折彎歡迎您的來電



隨著折彎件在機械、鋼結構、車輛工程等領域上的廣泛應用,為滿足其產品質量和生產需要,其質量標準也逐漸提高。數控折彎機在冷態下可利用所配備的通用模具(或專用模具)將金屬板材折彎成各種所需要的幾何截面形狀的工件,但是折彎工藝的不合適又會引發一系列的問題,比如折彎開裂。
關于鋼材標準要求方面的介紹請參考文章《如何正確解讀“折彎開裂”》,今天我們要說的是因為折彎工藝引起的開裂及其解決措施。
(1)毛刺或細小裂紋引起開裂:材料經剪切或沖裁后,在邊緣常出現毛刺或細小裂紋,彎曲時易形成應力集中而被折裂,通過圖1可見工件折裂時剪切面(帶毛刺面)向外,開裂位置發生在工件的剪裂帶和揉壓帶。
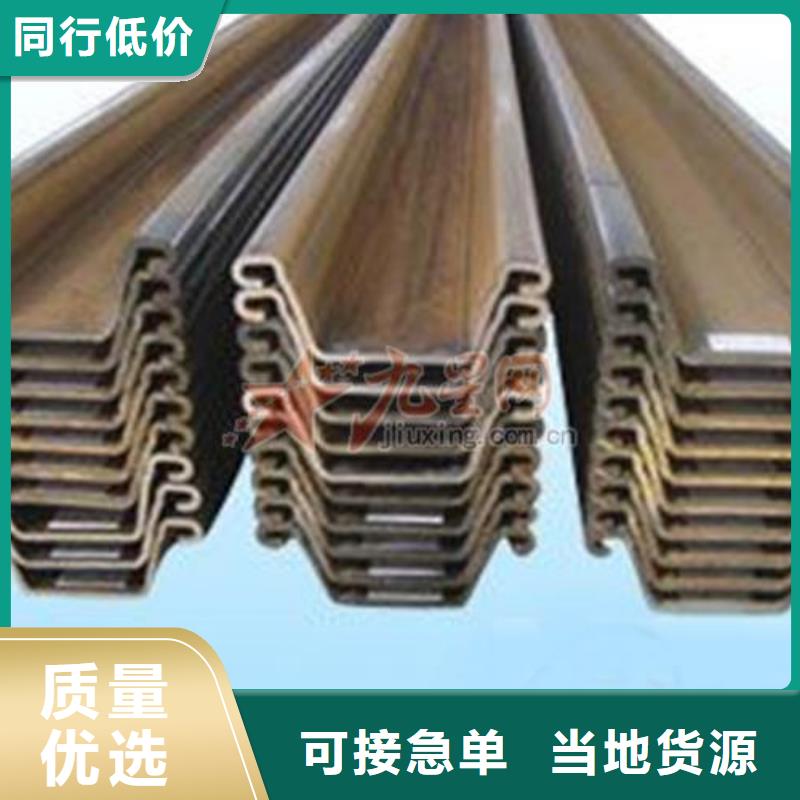
大潤激光切割打孔鋼板折彎方矩管打孔