

產(chǎn)品詳細介紹
<海南>建貿(mào)機械設備有限公司
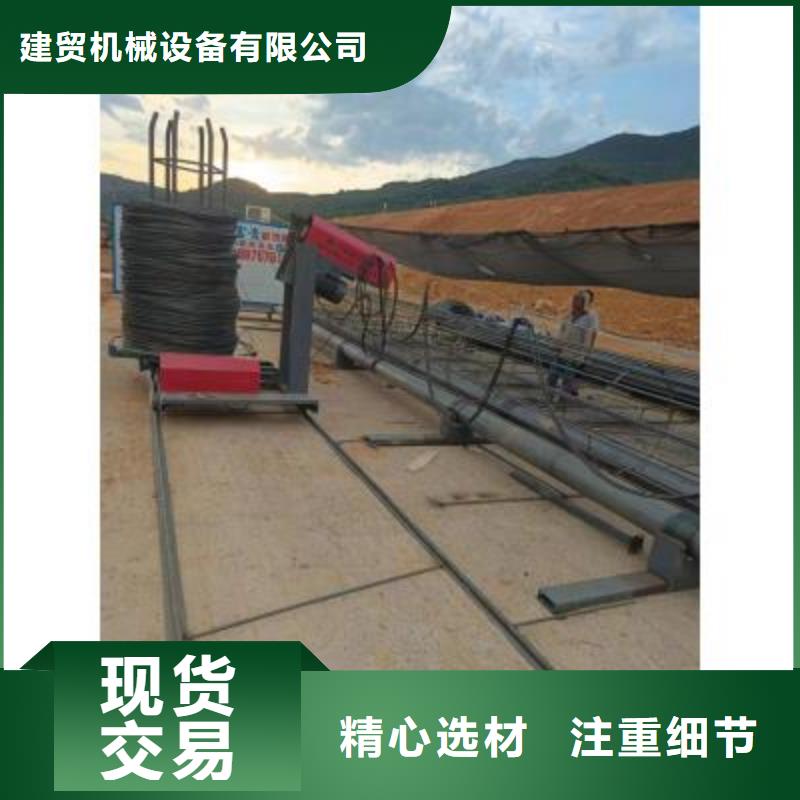
產(chǎn)品技術參數(shù):型號 RLJ3000鋼筋籠直徑700~2500mm鋼筋籠重量8000kg鋼筋籠長度1m~12m根據(jù)需求可加長至29m盤筋直徑Φ5~14mm(Ⅰ、Ⅱ、Ⅲ級鋼直接作業(yè))箍筋間距10~500mm(人工預設,任意調(diào)整)主筋直徑14~40mm(Ⅰ、Ⅱ、Ⅲ級鋼直接作業(yè),含對焊、螺紋套筒鏈接)主機轉速100~2100r/min(操作工人熟練掌握,任意調(diào)節(jié))液壓站流量及壓力4~10Mpa(操作工人熟練掌握,任意調(diào)節(jié))額定總功率23kv(30kv)設備自重20T—40T工作原理根據(jù)施工要求,先將主筋穿過固定轉盤中相應模板的園孔穿至移動轉盤的相應孔中,進行固定。海南鋼筋籠繞筋機把繞筋端頭先焊接在一根主筋上。然后通過固定轉盤及移動轉盤轉動,把繞筋纏繞在主筋上(移動盤是一邊旋轉一邊后移),同時進行焊接,直至焊到主筋末端規(guī)定位置,即形成產(chǎn)品鋼筋籠。
有限公司") 保亭縣鋼筋籠地滾機實體大廠-河南建貿(mào)有限公司
保亭縣鋼筋籠地滾機實體大廠-河南建貿(mào)有限公司
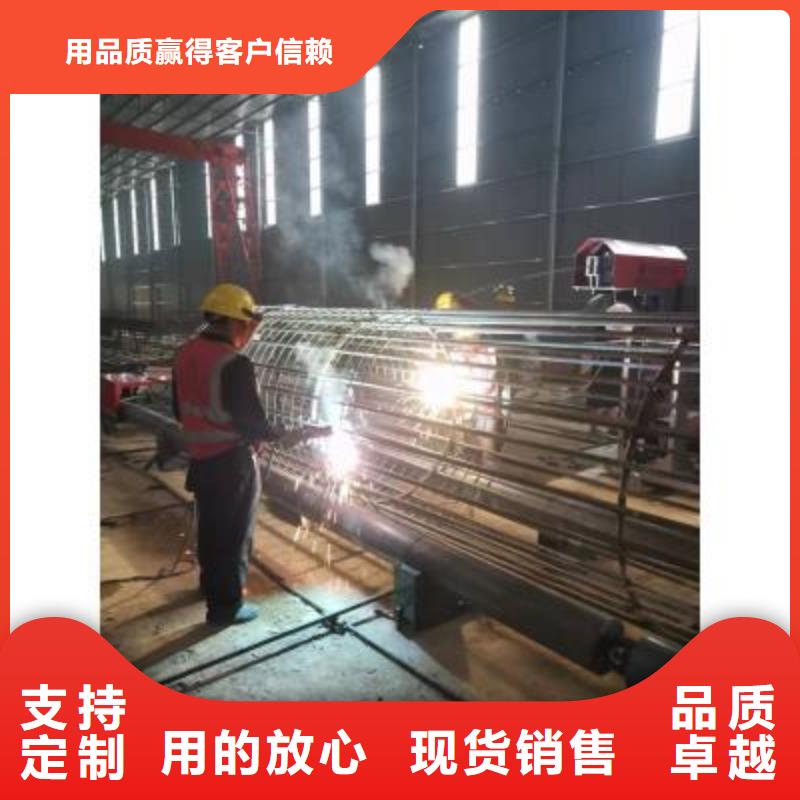
全自動數(shù)控海南鋼筋繞筋機在建筑工地,鋼筋廠等場所是經(jīng)常可以看到的,數(shù)控繞筋機可以代替人工完成鋼筋制作成鋼筋籠。不同于人工,海南數(shù)控鋼筋繞筋機的質量穩(wěn)定,機械化的作業(yè)可以不必受到人為因素影響,長時間工作可穩(wěn)定質量不變。海南數(shù)控繞筋機的生產(chǎn)速度快,節(jié)約施工成本。使用數(shù)控繞筋機生產(chǎn)鋼筋籠只需要3到4個工人,節(jié)省了人工成本,海南數(shù)控繞筋機生產(chǎn)鋼筋籠的長度可根據(jù)施工方要求改變,數(shù)控繞筋機的轉動速度可調(diào)節(jié),施工方可根據(jù)工人焊接的熟練程度調(diào)節(jié)生產(chǎn)的速度。數(shù)控鋼筋繞筋機生產(chǎn)的鋼筋籠比人工生產(chǎn)要標準的多。1.海南鋼筋籠繞筋機工作原理根據(jù)施工要求,首先調(diào)整海南鋼筋籠繞筋機兩滾筒間距離,將鋼筋籠的主筋架預制好吊裝到海南鋼筋籠繞筋機兩滾筒之間,通過穿過矯直器將盤筋穿入鋼筋籠,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉及移動旋轉盤轉動把繞筋纏繞在主筋上,同時進行焊接,從而形成產(chǎn)品鋼筋籠---這就是 鉆孔灌注樁海南鋼筋籠繞筋機即“簡易鋼筋籠成型機”的工作原理. 一、海南鋼筋籠繞筋機設備機構1.小車行走驅動機構2.行走軌道3.電控柜4.分料系統(tǒng)5.旋轉驅動機構6.箍筋矯直系統(tǒng)7.繞筋放線架
有限公司")
在各類建筑施工工程中,鋼筋加工是一個尤其重要的環(huán)節(jié),在橋梁施工中,鋼筋籠的加工是基礎建設的重要環(huán)節(jié)。在過去傳統(tǒng)的各類建筑施工工程中,鋼筋籠一般都是采用手工軋制或手工焊接的方式,除了效率低下之外,主要的缺點是制作的鋼筋籠質量極其差,設備尺寸不規(guī)范,影響到工程建設工期的延長及質量不合格。鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網(wǎng)等一系列過程。海南鋼筋籠繞筋機的作用就是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現(xiàn)機械化和自動化,減少了各個環(huán)節(jié)間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為鋼筋籠的集中制作、統(tǒng)一配送提供了奠定了良好的技術和物質基礎。同時,新型鋼筋籠成型機的使用將大大的減輕操作人員的勞動強度,為施工單位創(chuàng)造良好的經(jīng)濟效益和社會效益。鋼筋籠成型機的使用,開創(chuàng)了鋼筋籠加工的新局面,是今后鋼筋籠加工的發(fā)展方向。
有限公司")
鋼筋加工行業(yè)經(jīng)過多年的摸索和發(fā)展,施工現(xiàn)場對鋼筋加工設備的使用要求也逐步提高。原始的手工制作、機械加工日漸不能滿足現(xiàn)階段和以后鋼筋加工行業(yè)的需要,數(shù)控鋼筋加工設備的應用勢必推動整個行業(yè)的發(fā)展。公司主要產(chǎn)品有:鋼筋籠繞筋機、數(shù)控鋼筋彎曲機、數(shù)控彎箍機、全自動鋼筋籠滾焊機、手提式液壓彎曲機、鋼筋鐓粗機等一系列鋼筋加工設備。公司產(chǎn)品主要用于高速公路、高速鐵路標準化建設領域、房屋建筑領域的鋼筋加工場或施工現(xiàn)場,重點服務對象為中鐵、中交、各省路橋等施工企業(yè)及專業(yè)的鋼筋加工廠。
鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等
1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。