服務熱線:15206358344
聯系我們

更新時間:2025-01-11 15:59:06 瀏覽次數:6 公司名稱:聊城 山特金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 最小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |





鋼板卷管在放樣前必須用鋼卷尺對鋼板進行檢查,并找正。鋼材的放樣尺寸按卷管的中徑計算,放樣后在鋼板上打上樣沖,并標出鋼板的中心線。管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應將鋼材表面距切割邊緣50mm范圍內的銹斑、油污等干凈。采用熱加工方法加工坡口后,應除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平整,切口上不得產生裂紋,并不宜有大于10mm的缺棱,切割后應邊緣上的氧化物、熔瘤和飛濺物等。機械加工時,加工表面不應出現臺階。對接坡口根據工藝及規范的要求進行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當其為1~3mm時,可用機械加工或修磨平整,但不能超過的1/10;當缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補焊,并修磨平整。切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。
焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。
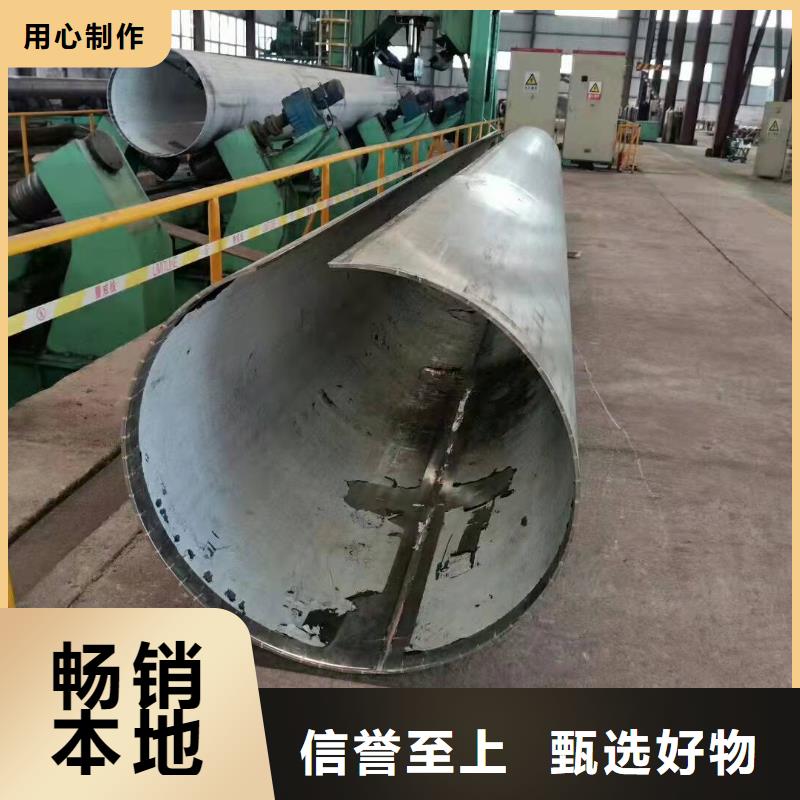
采用空氣等離子切割機將卷管切成單根。
切成單根Q345B鋼板卷管后,每批卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,鋼板卷管廠,化學成份,溶合狀況,Q345B卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。

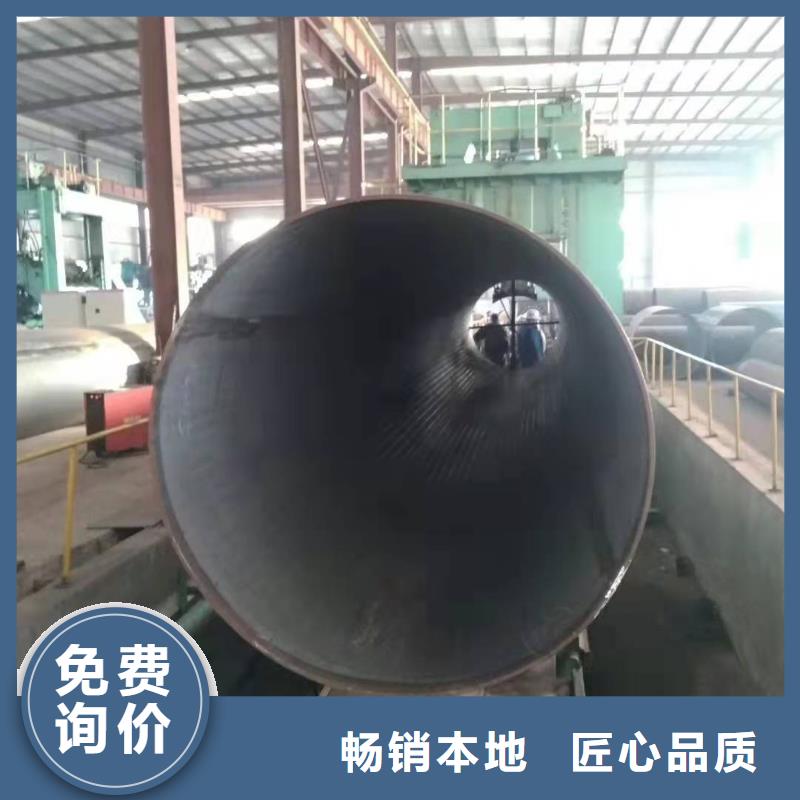
鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
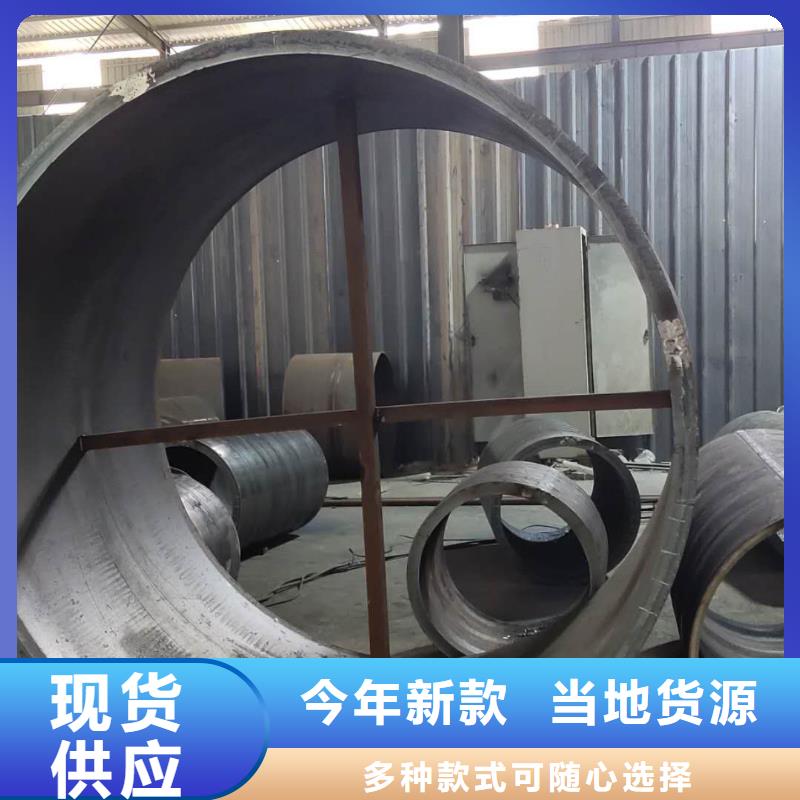
山特金屬有限公司大口徑鋼板卷管 切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。 當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。


