



更新時間:2025-02-12 17:48:00 瀏覽次數:12 公司名稱:聊城 金海金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 鑫中冶 |
| 銷售范圍 | 全國 |
| 聯系方式 | 電話咨詢 |
| 計量單位 | 噸 |
| 質量等級 | 一級 |



下面我們繼續為大家來介紹鋼管零切的計算公式,可能大家都了解過不論是一般零切鋼管(碳鋼管零切)還是鋼管零切都有相關的理論系數,比如一般輸送流體用鋼管零切(GB/T8163-2008)的理論系數是0.02466,一般結構用鋼管零切(GB/T8162-2008)的理論系數是0.0246615.
不銹鋼管零切也有多種材質、多種用途,所以說它的理論系數也不是一的,今天小編整理了這方面的相關知識,希望對您有所幫助! 鋼管零切的理論系數是按材質來分的,304或304L不銹鋼管零切的理論系數肆:0.02491;316或316L的理論系數是0.02507.可以看出316、316L的不銹鋼管零切米重大一點,也可以推知它的價格也是略高于304 304L材質鋼管零切的。


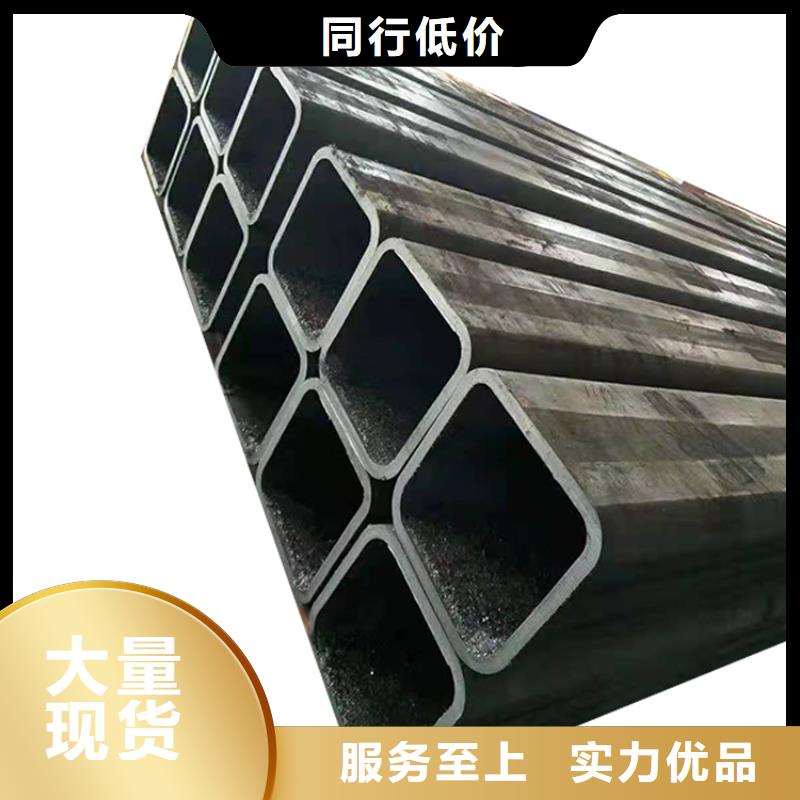
現在對于一些無縫鋼管使用客戶來說,用到的鋼管數量不多,比如說外徑325mm內孔168mm,只需要1米或者是十幾公分,通常無縫鋼管的長度要8-12米左右,這樣一來就會給企業增加不必要的生產成本,余下的鋼管也沒有其他用途,而且還占壓資金,只能當廢鐵賣掉。我們在多年的銷售中,受到廣大使用客戶的要求和需要,我們決定為使用鋼管客戶排憂解難,將需要的鋼管在每噸加上一點鋸口費的基礎上,零割零切賣給需要的客戶,短到幾公分,幾十公分,長到1米2米,只要是客戶需要的規格和尺寸,我們都會零售切割。
零割零切鋼管材質主要有:20# 45# 16Mn 20Cr 40Cr 15CrMo 20CrMo 35CrMo 45CrMo等優質碳鋼鋼管及合金鋼管,零割的鋼管執行標準分別有:GB/T8162-2008 GB/T8163-2008 GB3087-2008 GB5310-2008 GB9948-2013 GB6479-2013 GB/17396-2009等。
保證滿足客戶對于鋼管長度的要求,保證客戶對于鋼管規格的要求, 保證客戶對鋼管材質的要求。
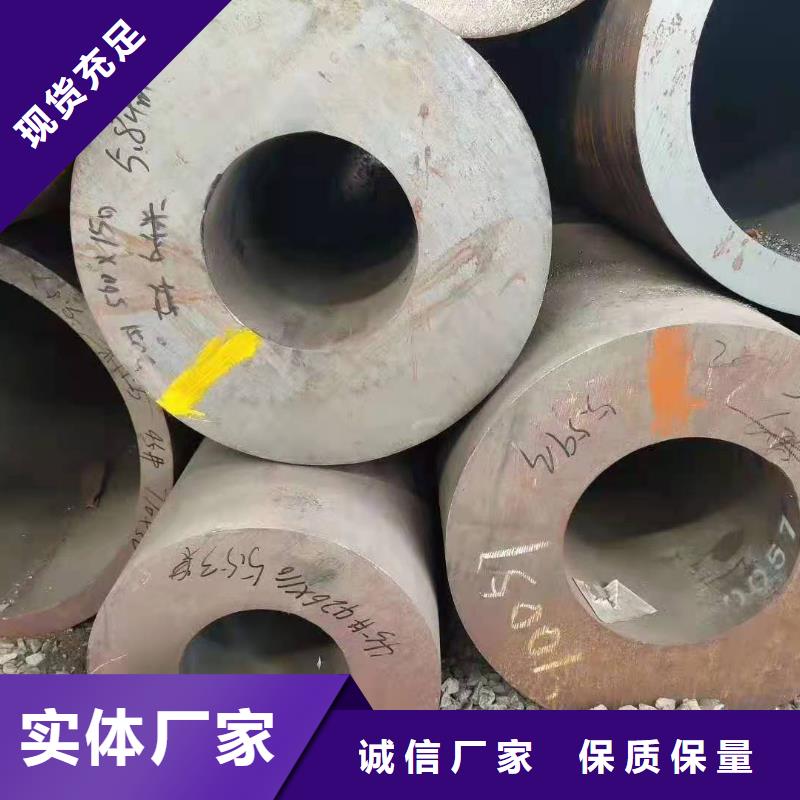
常備規格外徑108-630mm、壁厚6-80mm無縫鋼管,及各種特殊規格20鋼45鋼厚壁鋼管、低中壓鍋爐管、高壓鍋爐管、石油裂化管、化肥專用管、液壓支架管。無錫克爾倫特鋼有限公司所供鋼管管材全部執行 標準,值得你賴的鋼管提供商。



金海金屬材料有限公司專注于 福建結構無縫鋼管行業,總部位于福建。 致力為客戶提供高品質的 福建結構無縫鋼管。 秉承“為客戶創造更大價值”的使命,通過高品質的 福建結構無縫鋼管產品,已經贏得河南、湖北、湖南、安徽、重慶等十余個省市客戶的盛譽。

零切鋼管可靠、衛生環保、經濟適用,管道的化以及新型可靠、簡單方便的連接方法的開發成功,使其具有更多其他管材不可替代的優點,工程中的應用會越來越多,使用會越來越普及,前景看好。
城鎮住宅、公共建筑和旅游設施大量興建,對熱水供應和生活用水供給提出了新的要求。特別是水質問題,人們越來越重視,要求也不斷提高。鍍鋅鋼管零切這一常用管材因其易腐蝕性,在 相關政策的影響下,將逐漸退出歷史舞臺,塑料管、復合管及銅管成了管道系統的常用管材。但在許多情況下,鋼管零切更有優越性,特別是壁厚僅為0.6~1.2mm的鋼管零切在飲用水系統、熱水系統及將、衛生放在首位的給水系統,具有可靠、衛生環保、經濟適用等特點。已被國內外工程實踐證明是給水系統綜合性能好的、新型、節能和環保型的管材之一,也是一種很有競爭力的給水管材,必將對改善水質、提高人們生活水平發揮重要的作用。
在建筑給水管系中,由于鍍鋅鋼管零切已經結束了百年輝煌的歷史,各種新型塑料管及復合管得到迅速發展,但各種管材還不同程度地存在著一些不足,遠不能完全適應供水管系的需要和 對飲用水及有關水品質的要求。因此,有關預言:建筑給水管材終將恢復到金屬管的時代。根據國外的應用經驗,在金屬管中認定鋼管零切為綜合性能好的管材之一。
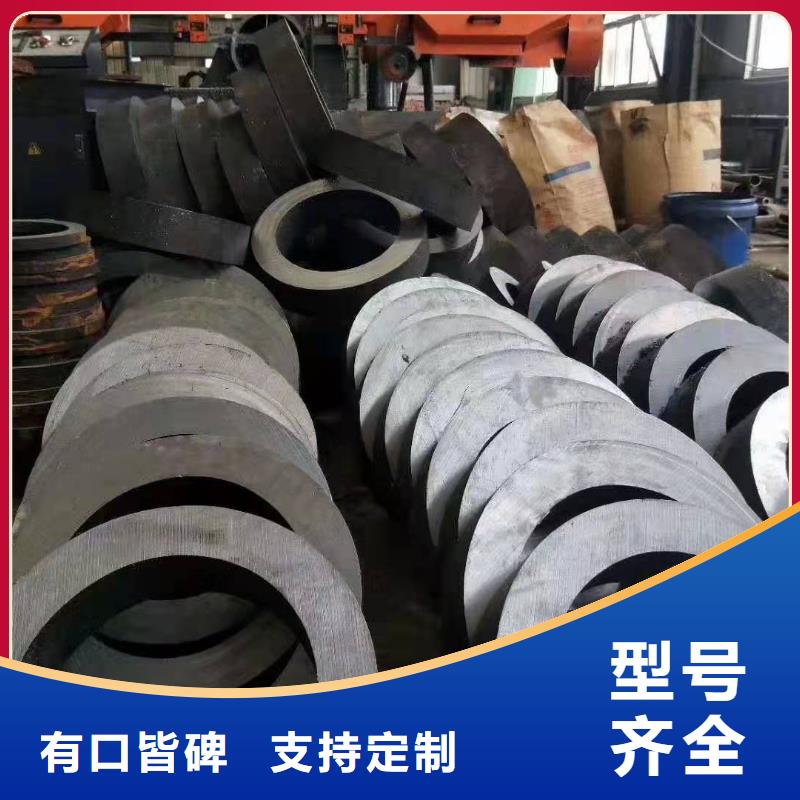
鋼管零切擠壓工藝包括以下幾個生產工序:
① 坯料:圓坯經過剝皮、定尺切割、鉆孔、機械加工和清洗后,即可形成中空管坯為坯料準備就緒。
② 坯料加熱:根據不同的鋼種,可分為三個加熱階段,以確保達到生產工藝要求的合適溫度。
③ 預熱:一座轉底式煤氣爐將用于一步加熱,將坯料預熱至700℃~900℃。
④ 感應加熱單元(一階段):一組感應加熱單元將坯料加熱至擴孔工序所需溫度,約為1100℃~1250℃,具體溫度值根據生產鋼種確定。感應加熱單元采用低頻加熱方式。
⑤ 坯料潤滑:在擴孔之前先進行玻璃纖維潤滑。
⑥ 擴孔:在擠壓之前已鉆好孔的圓坯,必須先從一個較小的先導孔開始擴孔,直到內孔終達到內徑加工精度要求。
