


切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
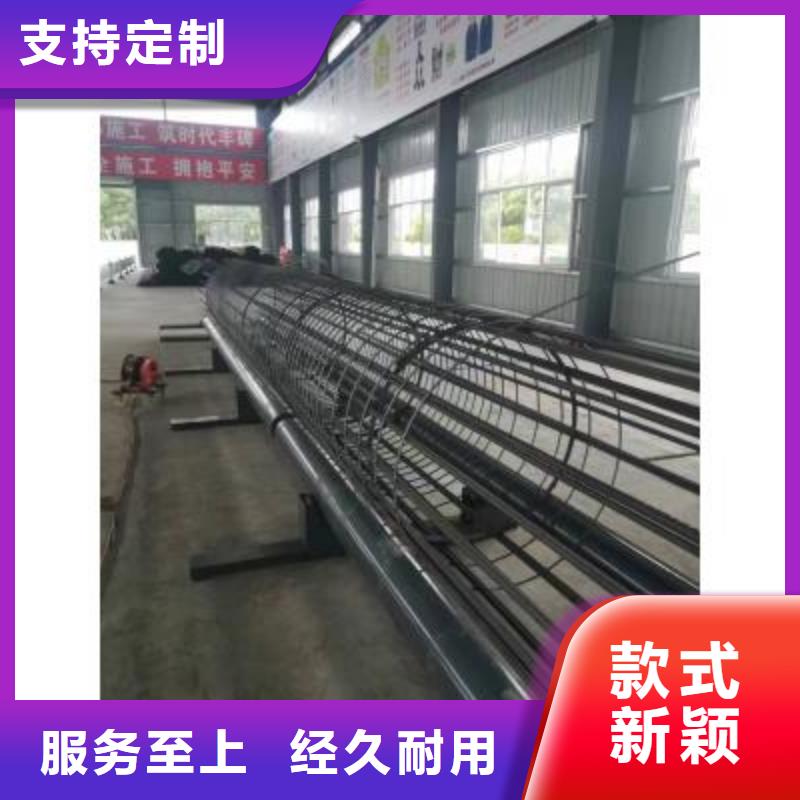
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
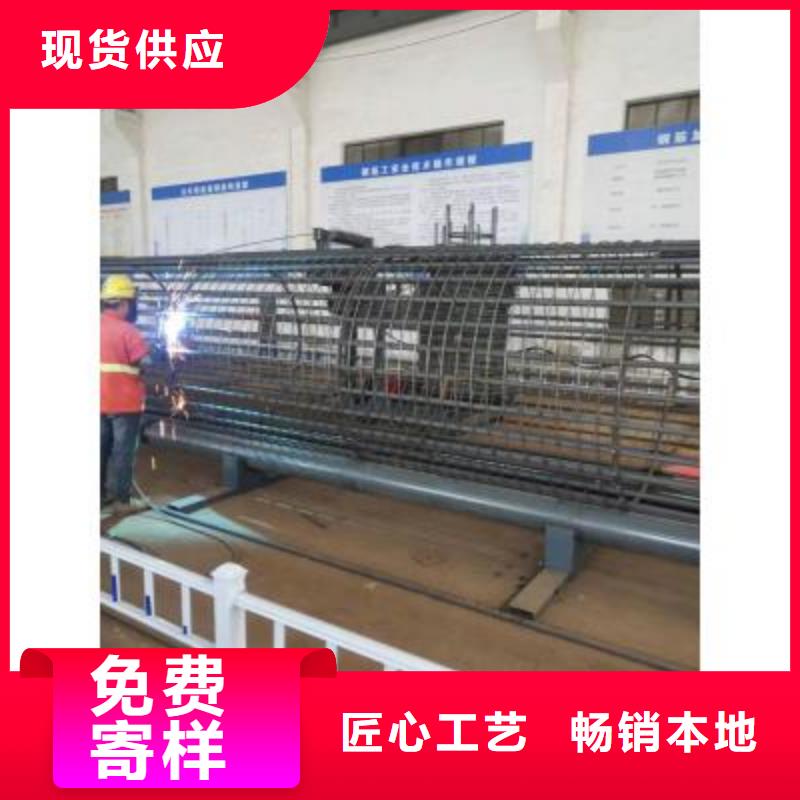
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
<安徽>建貿機械設備有限公司 安徽數控鋼筋籠繞筋機多重優惠-河南建貿有限公司


鋼筋籠繞筋機產品半自動鋼筋籠滾焊機按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等;
1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1] 滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊;
6,組合式設計使搬運、安裝、聲場等不依賴起重設備,適應工廠化大批量固定生產和施工現場分散的機業。
7,繞筋,主筋可雙筋同時制作。
8,鋼筋繞筋機自動上料采用智能化控制,可使大型鋼筋籠作更加簡單。
9,繞筋送料,調直結構設計,避免了以前鋼筋籠制作中繞筋較軟或較細時,繞筋在主筋上形成菱形而非圓弧形的弊病
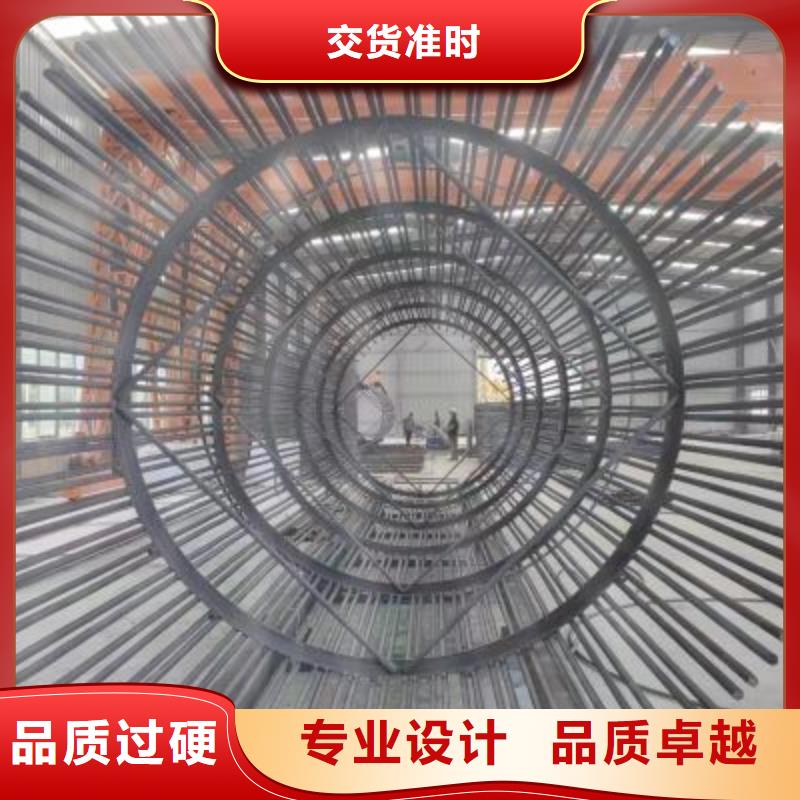
鋼筋籠主筋通過自動上料到分料架;分料架的主筋需人工穿過固定盤導管到達移動盤導管,并經過電動工具將主筋固定在移動盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及移動盤同步旋轉且移動盤按照預先設定的速度(行走速度可根據操作工人的熟練程度經行調整)前進,同時進行焊接,從而生產出成品鋼筋籠。引進 歐洲技術,鋼筋籠直徑誤差可控制在1cm內;1米長度的鋼筋籠盤筋間距誤差可控制在5mm內;生產效率是人工制作鋼筋籠的3-4倍,設備操作工人只需要3-5人,生產出來的成品鋼筋籠主筋、盤筋間距均勻,焊點飽滿、牢固,可實現監理免檢。?> 采用ABB、Panasonic等進口電控元器件,確保設備運行穩定;鋼筋籠繞筋機

