


以下的異型管大口徑無(wú)縫方管價(jià)格低視頻將帶您深入了解產(chǎn)品的每一個(gè)細(xì)節(jié),讓您對(duì)其優(yōu)點(diǎn)和特點(diǎn)一目了然。幾十秒就能了解產(chǎn)品魅力。
以下是:異型管大口徑無(wú)縫方管價(jià)格低的圖文介紹
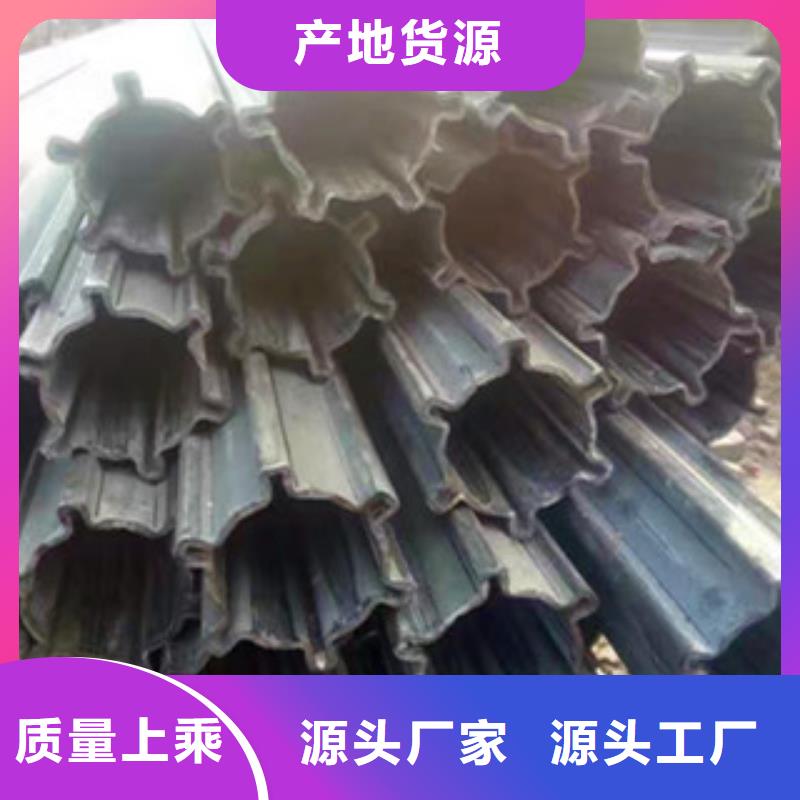
產(chǎn)品特點(diǎn)圖
縫方管價(jià)格低")
矩形鋼管是一種中空的長(zhǎng)條型鋼材,又稱為扁管、方扁管尚有扁方管。端詳矩形鋼管縱作輸送流體的管道,比方石油、煤氣、水、天然氣等流體。其他在抗彎以及抗扭的強(qiáng)度無(wú)別的狀況下,矩形鋼管的重量比較輕,是以也被廣泛地行使于建筑呆滯零件還有工程的布局中,常常會(huì)被用作出產(chǎn)各樣常例的軍械、管以及等產(chǎn)品。 # 異型無(wú)縫鋼管主要用于建筑裝飾(如欄桿、扶手)、蔬菜大棚、高速公路及城市護(hù)攔、衛(wèi)生潔具、健身器材、家具家私帳篷、散熱器、摩托車自行車配件、燈具、汽車、火車座椅扶手、學(xué)生課桌椅及機(jī)械配件等。供應(yīng)機(jī)械加工用外六角內(nèi)圓異型鋼管,精密冷拔六角管。供應(yīng)機(jī)械加工用外六角內(nèi)圓異型鋼管,精密冷拔六角管。供應(yīng)機(jī)械加工用外六角內(nèi)圓異型鋼管,精密冷拔六角管。供應(yīng)機(jī)械加工用外六角內(nèi)圓異型鋼管,精密冷拔六角管。 # 異型無(wú)縫鋼管按照生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管,熱軋無(wú)縫管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。 # 承載力高、延性好,抗震性能優(yōu)越,據(jù)研究表明,矩形鋼管混凝土柱的承載力高于相應(yīng)的鋼管柱承載力和矩形鋼管混凝土柱承載力之和。鋼管和矩形鋼管混凝土之間的相互作用使鋼管內(nèi)部矩形鋼管混凝土的破壞由脆性破壞轉(zhuǎn)變?yōu)樗苄云茐模瑯?gòu)件的延性性能明顯改善,耗能能力大大提高,具有優(yōu)越的抗震性能。
縫方管價(jià)格低")
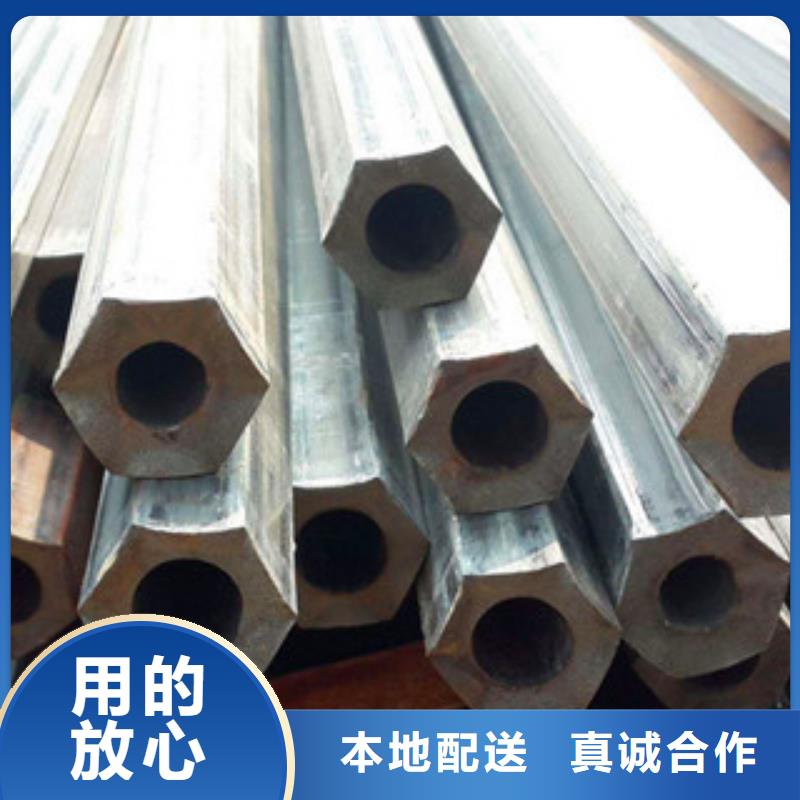
適用范圍
縫方管價(jià)格低")
縫方管價(jià)格低")
萬(wàn)盛達(dá)鋼鐵有限公司(江蘇分公司)占地面積21000平方米,擁有員工374人,其中技術(shù)人員86人,工程師21人,技術(shù)實(shí)力雄厚、經(jīng)驗(yàn)豐富。在全體員工的努力下,不斷創(chuàng)新,同時(shí)公司每年投入大量資金引進(jìn)先進(jìn)技術(shù)及工藝,添置精良加工、檢測(cè)設(shè)備。 六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家產(chǎn)品廣泛應(yīng)用于各行業(yè),并獲得一致的好評(píng)。
縫方管價(jià)格低")
縫方管價(jià)格低")
縫方管價(jià)格低")
為什么選擇我們
縫方管價(jià)格低")
淺析固渣護(hù)爐的具體操作步驟:傳統(tǒng)轉(zhuǎn)爐主要的護(hù)爐方法以補(bǔ)爐、噴補(bǔ)及濺渣護(hù)爐為主。護(hù)爐成本較高,護(hù)爐效果不佳,無(wú)法確保轉(zhuǎn)爐爐型的穩(wěn)定運(yùn)行,且每次補(bǔ)爐需要安排較長(zhǎng)時(shí)間,影響轉(zhuǎn)爐作業(yè)率,增加了生產(chǎn)組織的難度。同時(shí)濺渣護(hù)爐由于過(guò)程控制存在波動(dòng)及階段生產(chǎn)節(jié)奏緊張?jiān)斐蔀R渣時(shí)間不足,護(hù)爐效果較差。而采取固渣護(hù)爐的方法可以節(jié)約靜態(tài)護(hù)爐時(shí)間,有效保證靜態(tài)護(hù)爐效果。還可以通過(guò)穩(wěn)定轉(zhuǎn)爐入爐條件,提高轉(zhuǎn)爐終點(diǎn)控制及一次拉碳率,鞏固過(guò)程護(hù)爐效果。而且通過(guò)確保良好的終渣狀態(tài)濺渣護(hù)爐效果,大幅度降低轉(zhuǎn)爐護(hù)爐成本及爐齡,提高轉(zhuǎn)爐作業(yè)率。 異型管的固渣護(hù)爐具體操作步驟是:1.倒渣面固渣爐次終點(diǎn)控制按照w(C)≥0.07%,爐渣R為2.7-3.2、w(MgO)≥6%控制;2.固渣前大面爐次倒?fàn)t、出鋼搖爐不得過(guò)低,盡量保持一定渣量,如終點(diǎn)w(C)<0.07%,適當(dāng)減少留渣量;3.將爐體搖至與平臺(tái)平面夾角約30-45°,緩慢加入1.0-1.5t鐵塊;4.直接搖至爐口低于平臺(tái)平面夾角約20-30°,使鐵塊迅速均勻平鋪后,將爐口搖到與平臺(tái)夾角基本水平。 此過(guò)程中,我們要注意兩個(gè)要點(diǎn):(一)終點(diǎn)碳合適,渣量小,終渣粘。搖爐過(guò)程爐長(zhǎng)注意觀察異型管渣量,如爐渣黏度適宜,加入鐵塊搖爐后不濺渣,靜置2-3min后先加廢鋼再兌鐵。生產(chǎn)過(guò)程中優(yōu)先保證濺渣護(hù)爐,利用生產(chǎn)間隙組織固渣護(hù)爐,在前后大面出現(xiàn)虧料時(shí)采取靜態(tài)護(hù)爐措施。轉(zhuǎn)爐前大面優(yōu)先使用連續(xù)的固渣護(hù)爐,原則上不安排靜態(tài)護(hù)爐時(shí)間,耳軸及爐冒位置主要采取濺渣護(hù)爐、后大面一般采取靜態(tài)護(hù)爐,可實(shí)現(xiàn)爐型穩(wěn)定控制。(二)終點(diǎn)碳低,渣量大,終渣稀。搖爐過(guò)程爐長(zhǎng)注意觀察爐內(nèi)渣量及爐渣狀態(tài),如爐渣過(guò)稀,為了保證前大面固渣后平整,同時(shí)確保兌鐵時(shí)不產(chǎn)生劇烈噴濺反應(yīng),應(yīng)從爐口將稀渣倒出部分后搖到零位,采用低位濺渣,異型管濺渣時(shí)不得加入任何渣料,濺渣后再搖至爐口低于平臺(tái)平面夾角約20-30°,使鐵塊迅速均勻平鋪后,將爐口搖到與平臺(tái)夾角基本水平,靜置2-3min后先加廢鋼再兌鐵。 淺析異型管冷熱兩種鍍鋅工藝;冷鍍鋅也叫電鍍鋅,是利用電解設(shè)備將管件經(jīng)過(guò)除油、酸洗、后放入成分為鋅鹽的溶液中,并連接電解設(shè)備的負(fù)極,在異型管件的對(duì)面放置鋅版,連接在電解設(shè)備的正極接通電源,利用電流從正極向負(fù)極的定向移動(dòng)就會(huì)在管件上沉積一層鋅,冷鍍管件是先加工后鍍鋅。而熱鍍鋅也叫熱浸鋅和熱浸鍍鋅,是一種有效的金屬防腐方式,主要用于各行業(yè)的金屬結(jié)構(gòu)設(shè)施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使異型管鋼構(gòu)件表面附著鋅層,從而起到防腐的目的。 對(duì)于異型管生產(chǎn)來(lái)說(shuō),兩種鍍鋅方式各有利弊,下面我們就做一個(gè)比較分析:(一)表面光滑度:冷鍍鋅異型管外表比熱鍍鋅的更加光滑好看;(二)防腐蝕性:熱鍍鋅是冷鍍鋅的幾十倍,如果異型管放置于普通環(huán)境下,其熱鍍鋅防銹層可保持50年以上而不必修補(bǔ);(三)作業(yè)方式:熱鍍鋅是在450-480度熔融的鋅液中鍍鋅,而冷鍍鋅是在常溫下通過(guò)電鍍或者其他方法鍍鋅。(四)鍍鋅層厚度:熱鍍鋅厚度遠(yuǎn)遠(yuǎn)大于冷鍍鋅,并且鍍鋅層會(huì)形成一種特別的冶金結(jié)構(gòu),這種結(jié)構(gòu)能承受在運(yùn)送及使用時(shí)受到機(jī)械損傷;(五)附著力:冷鍍鋅附著力不如熱鍍鋅。熱鍍鋅層與鋼材間是冶金結(jié)合,成為鋼表面的一部份,因此異型管鍍層持久性更加可靠;(六)成本費(fèi)用:熱鍍鋅價(jià)格遠(yuǎn)高于冷鍍鋅,但是熱鍍鋅防銹的費(fèi)用又比其他漆料涂層的費(fèi)用低;(七)鍍鋅位置:冷鍍鋅可以只鍍一面,熱鍍鋅必須內(nèi)外全鍍。也正是因?yàn)槿兯约词乖诎枷萏帯⒓饨羌半[藏處都能受到保護(hù);(八)環(huán)境保護(hù):絕大多數(shù)冷鍍鋅異型管的溶劑和稀釋劑內(nèi)不含甲苯、類、鹵代烴等毒性大的有機(jī)溶劑,所以對(duì)減少三廢、降低能耗,提高環(huán)境保護(hù)的社會(huì)效益的作用更加明顯。
縫方管價(jià)格低")
點(diǎn)擊查看萬(wàn)盛達(dá)鋼鐵有限公司(江蘇分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
