
<海東>神悅鋼材有限公司19568
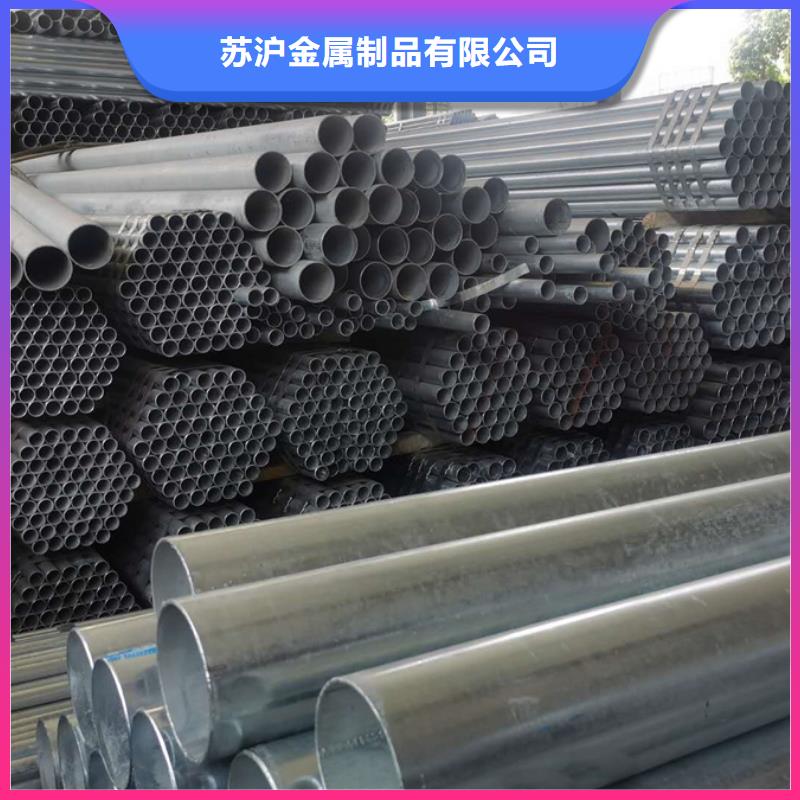
由于海東鍍鋅管焊接熱影響區是優發鍍鋅管的焊接周圍受到焊接熱循環作用后形成的獨特的熱處理工藝區,其性能不同于優發鍍鋅管,其特點在于:材料本身和加工工藝標準。影響其結構和性能的關鍵冶金工業和加工工藝因素有:被焊金屬材料的特性和鋁合金系統軟件,這也是決定焊接熱影響區特性的根本因素。各種原材料。結構轉型和性能轉型,首先取決于優發鍍鋅管自身在不同采暖散熱條件下的物理冶金工業特性。 例如,對于在加熱和冷卻過程中不發生變化的金屬材料和鋁合金,焊接熱影響區就比較簡單。相反,用熱電材料焊接很復雜。優發鍍鋅管焊前的初始狀態 焊前原材料的初始狀態也會影響焊接熱影響區的結構轉變和性能轉變。例如,如果原材料在焊前處于冷作硬化或熱處理工藝強化狀態,當焊后熱影響區發生退水時,會在焊后產生熱處理硬化區。焊接后的熱影響區。 海東鍍鋅焊管焊接工藝方法及主要技術參數。如前所述,焊接熱影響區是由焊接的熱效應引起的,因此它與熱原特性和焊接時要使用的焊接工藝的主要參數密切相關。它們影響著有發鍍鋅管在焊接過程中的溫度分布和熱力循環圖的特性,并直接影響到焊接熱影響區獨特熱處理工藝的各種主要參數,如升溫速率、高溫停留時間和 冷卻。這也是在科學研究焊接熱影響區的機理和性能轉變以及焊接工藝的制定中必須考慮的難題。
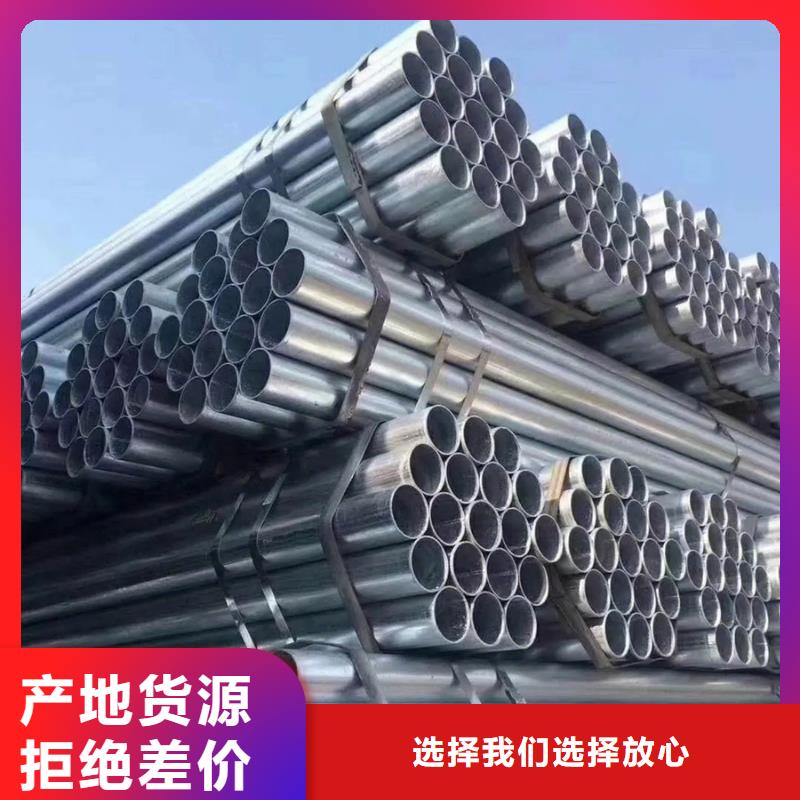
海東鍍鋅管回彈補償階段:扇形塊在階段2的位置開始進一步減速,直至到達要求的位置,即工藝設計要求的回彈前鋼管的內圓周位置。 穩壓階段:在扇形塊彈回之前,鋼管內圓周保持靜止一段時間,是設備和擴徑過程所需的穩壓階段。 卸荷回退階段:扇形塊在回彈前從鋼管內圓周開始快速回縮,直至到達初始膨脹位置,即膨脹過程所需扇形塊的小收縮直徑。 在實際應用中,在工藝簡化時,可以將步驟2和步驟3合并簡化,對鋼管擴管質量沒有影響。 在國內,能生產X120直縫鍍鋅方管的寶鋼、太鋼在擴管時均采用了上述五段機械擴管技術。 設計制造各種規格型號的海東鍍鋅方管模具,使產品形成系列化,在行業內享有較高的聲譽。 今天鍍鋅方管廠家教你如何提高鋼管的使用壽命:在鋼基材上涂敷是常用的方法,也是各種方法中效果 的一種。鍍鋅大大增加了鋼材的耐腐蝕性能,也增加了熱鍍鋅方管、熱鍍鋅角鋼等產品的銷量。

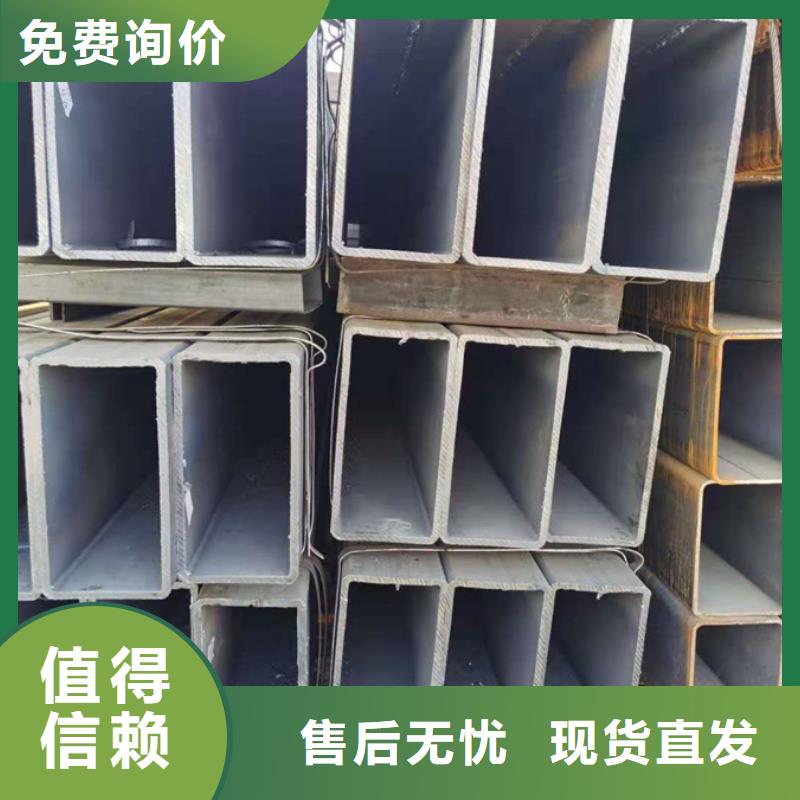
海東制造大口徑直縫埋弧鍍鋅方管的成型方法有UOE成型法、排輥成型法成型等。 對于大多數成型方法, 的工序是擴大焊接管坯的全長,以提高焊接管的質量。 擴徑已成為大口徑直縫鍍鋅方管生產中保證成品管質量的重要工序。 擴徑是利用液壓或機械手段從鋼管內壁加力,使鋼管徑向向外擴徑的壓力加工工藝。 機械方法比液壓方法更簡單、更有效。 海東鍍鋅管應用于世界上 進的幾條大口徑直縫鍍鋅方管道擴管工藝。 花瓣的扇形塊沿徑向膨脹,使管坯沿長度方向逐步實現整個管長的塑性變形過程。 分5個階段和初滾圓階段:扇形塊打開,直到所有扇形塊接觸鋼管內壁。 此時,階梯范圍內鋼管內管各點的半徑幾乎相同,鋼管初步圓整。 公稱內徑階段:扇形塊從前面位置開始減速運動,直到到達要求的位置,即有質量要求的成品管的內圓周位置。


海東制造大口徑直縫埋弧鍍鋅方管的成型方法有UOE成型法、排輥成型法成型等。 對于大多數成型方法, 的工序是擴大焊接管坯的全長,以提高焊接管的質量。 擴徑已成為大口徑直縫鍍鋅方管生產中保證成品管質量的重要工序。 擴徑是利用液壓或機械手段從鋼管內壁加力,使鋼管徑向向外擴徑的壓力加工工藝。 機械方法比液壓方法更簡單、更有效。 海東鍍鋅管應用于世界上 進的幾條大口徑直縫鍍鋅方管道擴管工藝。 花瓣的扇形塊沿徑向膨脹,使管坯沿長度方向逐步實現整個管長的塑性變形過程。 分5個階段和初滾圓階段:扇形塊打開,直到所有扇形塊接觸鋼管內壁。 此時,階梯范圍內鋼管內管各點的半徑幾乎相同,鋼管初步圓整。 公稱內徑階段:扇形塊從前面位置開始減速運動,直到到達要求的位置,即有質量要求的成品管的內圓周位置。
