

45375<海東>神悅鋼材有限公司

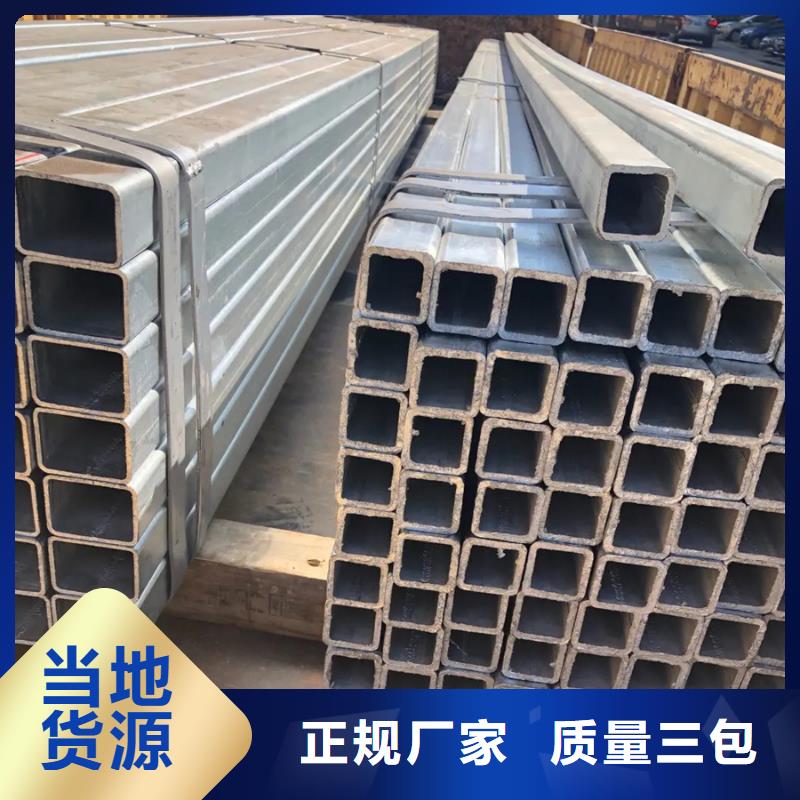
為什么說海東鍍鋅方管適合做溫室大棚用,溫室的框架由圓銅或鋼管制成,多為無柱溫室。由于材料和焊接方法的不同,傘裙的種類很多。在我國,有很多桁架式鋼架溫室和裝配式鍍鋅帶管溫室。 溫室所有骨架均由工廠按定型設計生產,標準總成運至現場安裝。 目前國內主要生產跨度為6米、30米、8米、42米、10米、66米等不同類型的裝配式鍍鋅溫室。 它的高度為2至3米,均為拱形圓形溫室。 棚體由北向南延伸,棚內無立柱。 預制溫室骨架由鋼管制成,拱桿、縱筋、膜槽、膜彈簧、棚頭、門、側通風裝置等,由各種夾具組裝而成。 溫室拱桿由兩根直徑25~32mm的弧形鍍鋅方管對接,頂部有套管; 海東鍍鋅管每1米使用一根拱桿。 縱肋用直徑25mm的鍍鋅方管用拉桿和銷釘連接,拱桿用橫管卡箍固定在其上; 整個棚由6根縱肋連接為一體。 溫室棚頭用6根直徑25毫米的鋼管柱固定在拱桿上。 溫室內有6個縱向薄膜槽,用槽管和十字夾固定在拱桿上,薄膜用薄膜彈簧固定。 棚頭橫向薄膜槽用平行槽管固定在拱桿上,棚頭薄膜也用薄膜彈簧固定。 安裝時先按現場圖紙布置線路,沿棚內側挖一條0.5米深的溝渠。 先壓南北棚頭,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。
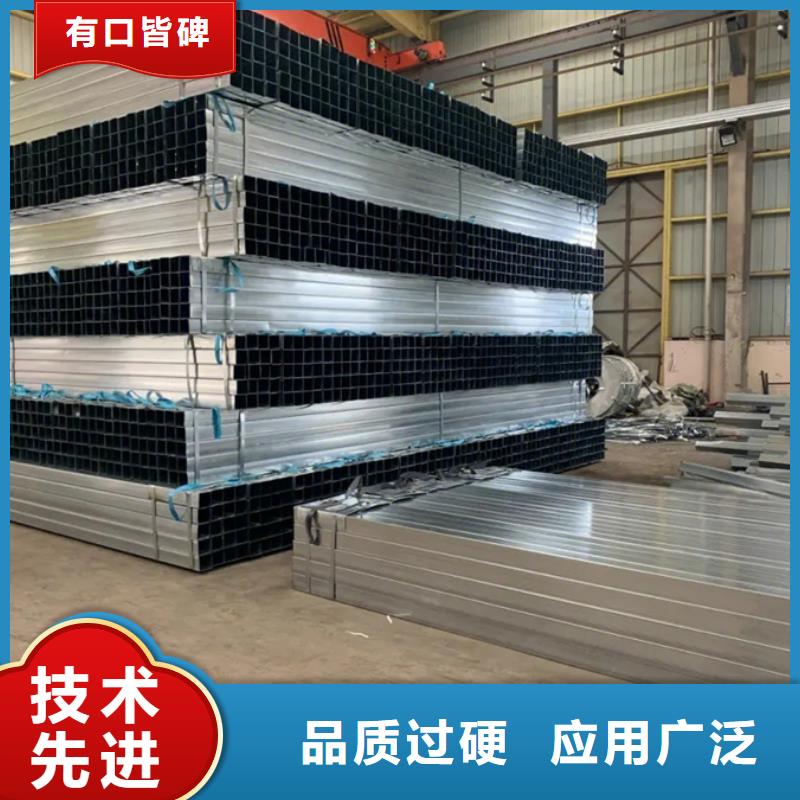
作為海東鍍鋅管材的加工制造,無論是加工工藝標準還是質量檢驗規范,都應該從產品本身出發,制定一套適合產品的管理制度。只有嚴格的管理方法,才能提高鍍鋅大棚管的加工能力。 因此,公司的管理方式是一種深度創新的管理方式。只有做好這種管理方式,才能體現公司未來的發展趨勢。可使產品質量步入可靠、強勁的市場,成為公司經濟發展新的突破口,為公司的發展趨勢奠定堅實有力的基礎。 為了更好地滿足不同客戶的要求,現階段鍍鋅大棚管的規格和型號非常豐富多彩,同時其生產材料也包括種類繁多。 華爾鋼鍍鋅方管可以用作焊接鋼管的坯料和疊層金屬板的薄坯。從目前的需求整合可以看出。主要用于制造箍鐵、專用工具和機械零件,作為工程建設中的房屋框架和自動扶梯的一部分。 那么,在加工制造鍍鋅大棚管的情況下,高精度鍍鋅扁鋼加工過程的整機原理主要是利用兩組重疊布局來破壞熱鍍鋅扁鋼。矯直輪針對細粗方位角進行預校準,然后進行矯直。下面是利用一對相對布置的鑄軋輪對鍍鋅溫室管的整體寬度進行擠壓,使其整體寬度能夠滿足估算的主要參數。未來將使用5個重疊布局的矯直輪對其整體寬度進行矯直。本系統軟件主要由控制柜、鑄輥、預矯平模塊、鑄軋模塊、矯直模塊組成。

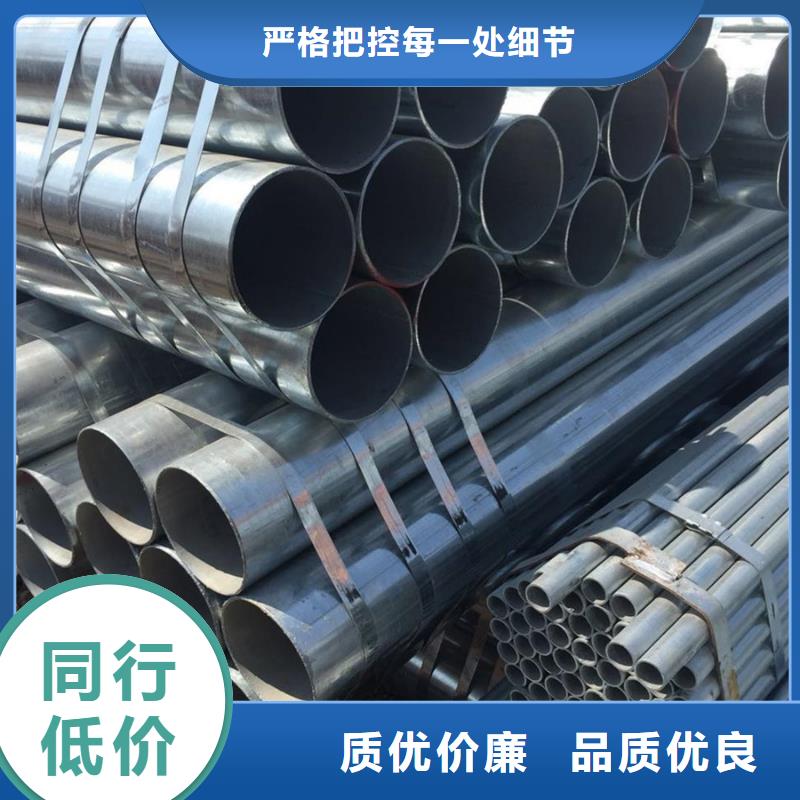
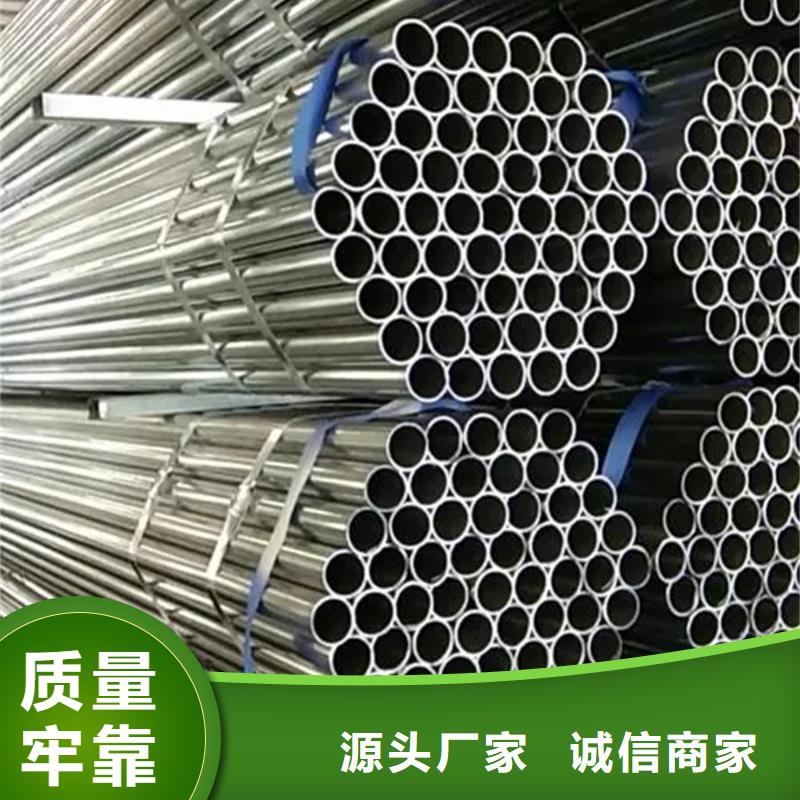
海東Q355B鍍鋅管在切割成單根鋼管后,每批三個鋼管頭都要經過嚴格的首檢制度,檢查焊縫的力學性能、化學成分、熔合情況、鋼管表面質量和無損檢測,以確保 制管工藝合格。 正式投產。 對焊縫上具有連續聲波探傷標記的零件進行人工超聲波和X射線復查。 如果確實存在缺陷,則在修復后,將再次進行無損檢測,直至確認缺陷已。 帶材對接焊縫和與螺旋焊縫相交的T形接頭處的管材均采用X射線電視或膠片檢查。 每根鋼管都經過水壓試驗,壓力徑向密封。 試驗壓力和時間由鋼管水壓微機檢測裝置嚴格控制。 華爾鋼Q355B鍍鋅管手工電弧焊向上焊是我國以往低壓蒸汽管道施工現場的關鍵焊接方法。 很大,焊接效率有高有低。 手工電弧焊的向下焊接是1980年代從國外引進的焊接技術。其特點是支管間隙小,整個焊接過程采用大電流、雙層、快速焊接的操作步驟,適用于流水線作業。由于每層焊接層的厚度都比較薄,可以根據后焊層對前焊層的熱處理工藝效果來提高環焊縫的延展性。手工電弧焊方法靈活簡單,適應性強。